Как правильно варить потолочный шов инвертором
Сварка потолочного шва представляет собой технологически сложную операцию, отличающуюся особой трудоемкостью. Вместе с тем, этот вид сварки считают самым надежным, так как позволяет получить максимально прочное и качественное соединение.
Чтобы выполнить работу максимально качественно с использованием инвертора, нужно придерживаться таких правил:
- В начале операции свариваемые стороны сводят максимально плотно друг к другу. Это позволит избежать образования зазоров, из-за которых шов может потерять прочность.
- В обязательном порядке нужно произвести разделку кромок, также, как и в положении снизу. При этом, если толщина металлического профиля более 0,5 см, нужно сделать скос в форме латинской буквы «V».
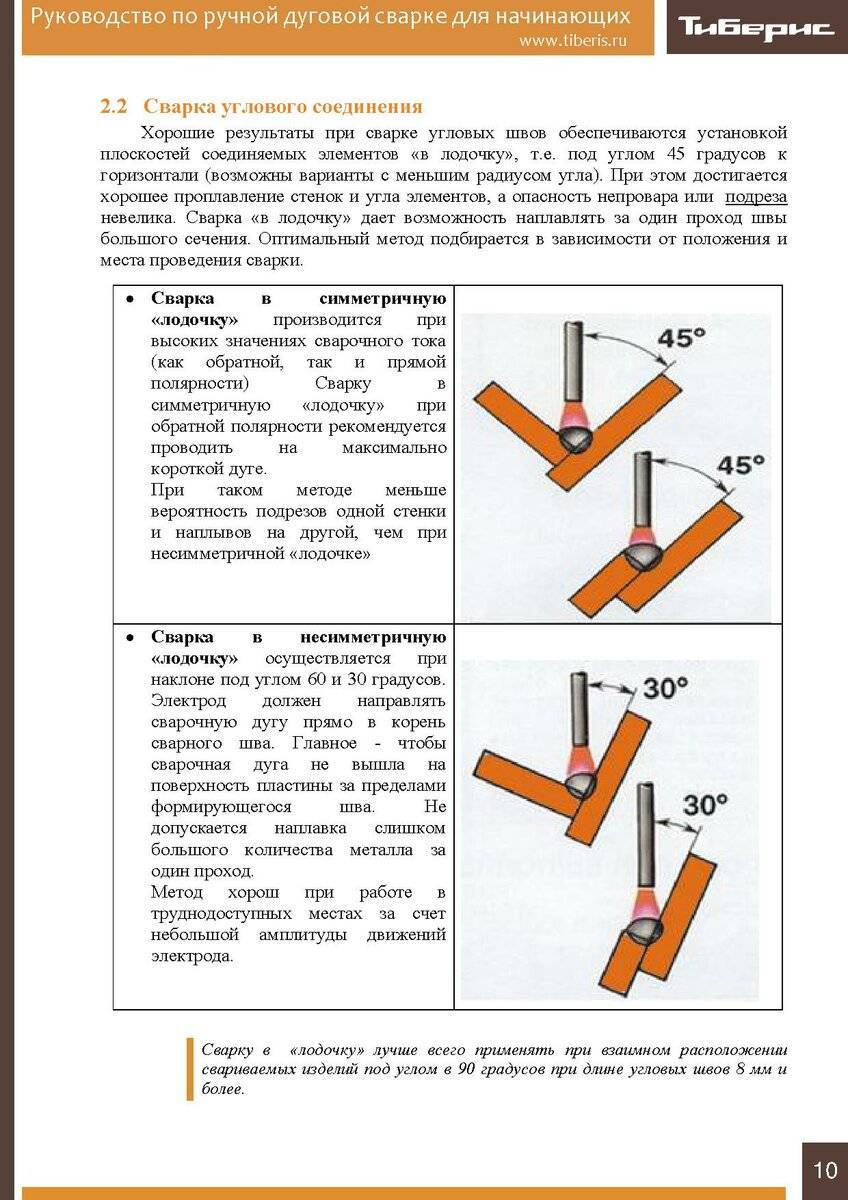
- Для упрощения формирования сварного соединения можно варить половинкой электрода. При этом, он должен располагаться по отношению к металлическому элементу под углом не менее 45 градусов.
- Так как работа осуществляется наверху, высока вероятность падение капель раскаленного металла. Чтобы предотвратить это, повысить уровень безопасности, следует установить силу тока в инверторе на средний уровень.
- Если между соединяемыми профилями образовался зазор, избавиться от него можно при помощи прерывистой дуги. Капли раскаленного металла накладывают друг на друга без временных промежутков.
- Если поверхность профилей идеально ровная, между ними отсутствуют зазоры или дефекты, первый валик накладывают без колебательных движений электрода. Благодаря этому металл максимально заполняет стык. Однако следующий проход электродом нужно делать уже более широкий.
Важно! При сварке труб рекомендуют сразу делать широкий шов, чтобы металлические изделия сцепились между собой максимально прочно
Как варить потолочный шов электросваркой
Если нет достаточного опыта в проведении сварочных работ в потолочной части помещения, стоит ознакомиться с этапами работы. Наиболее наглядно весь процесс показан в видео:
Что представляет собой инверторный аппарат

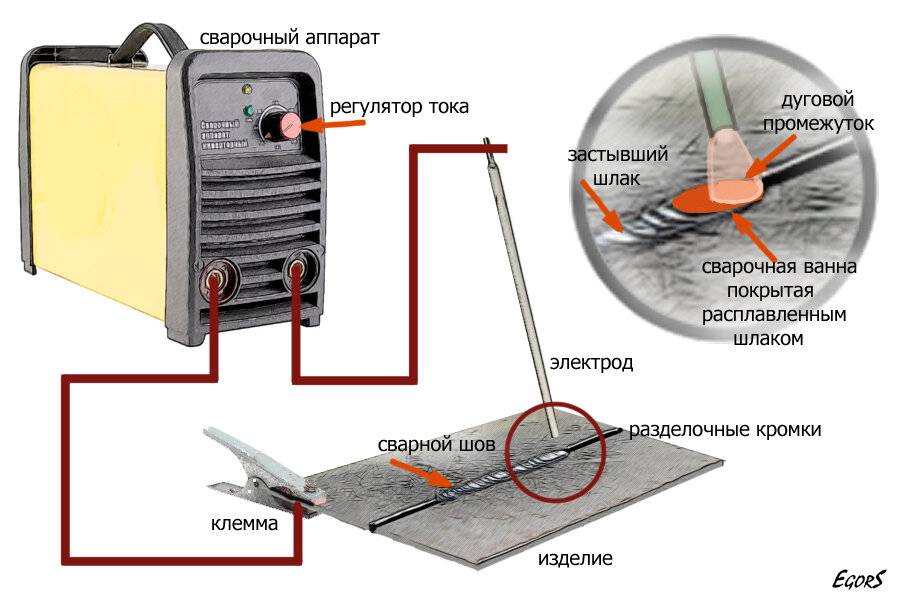
Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс. Это, например, предотвращение залипания электрода или облегчение розжига дуги.
- Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Сварочный инвертор: устройство и принцип работы
Устройство, которое способно преобразовать переменный электрический ток 220 — 380В при частоте 50 Гц в постоянный и пригодное для прочного соединения металлических конструкций называется сварочным инвертором.

КПД достигает 90%. Оплачивать бешеные счета за электроэнергию не придется. Инвертор «мотает» чуть больше обычного расхода, но не сильно много.
Плюс, на напряжение бытовой сети инверторы никак не влияют, так что соседи и не догадаются о проходящих рядом сварочных работах и у них не станут мигать лампочки и перегреваться бытовая техника.
Также, что немаловажно для жителей частного сектора, агрегат может сносно работать и при пониженном напряжении. Например, при 170 В доступна сварка трехмиллиметровым электродом
Дуга при работе инвертором получается «мягче» и удерживается легче.
Начинка устройства для сварки будет интересна электрикам и тем, кто собрался его ремонтировать.

Рассмотрим то в конструкции инвертора, чем будем пользоваться, внешний вид, рабочие узлы:
Корпус. В виде металлического ящика с прорезями для вентиляции. На нем находятся все рабочие узлы агрегата. Ремень или ручка, которые крепятся на корпусе для транспортировки сварочного аппарата к непосредственному месту работы. Клавиша или тумблер для включения с индикаторами питания и перегрузки (перегрева). Ручки для выставления параметров сварки — тока и напряжения. Розетки для подключения рабочих кабелей. «+» и «-«. Один — с прищепкой-клеммой для подключения массы (заземления), другой — для электрода


Стоит обратить внимание на то, что чем они жестче и короче, тем меньше комфорта во время сварки! На задней панели — разъем для подключения кабеля к электросети
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
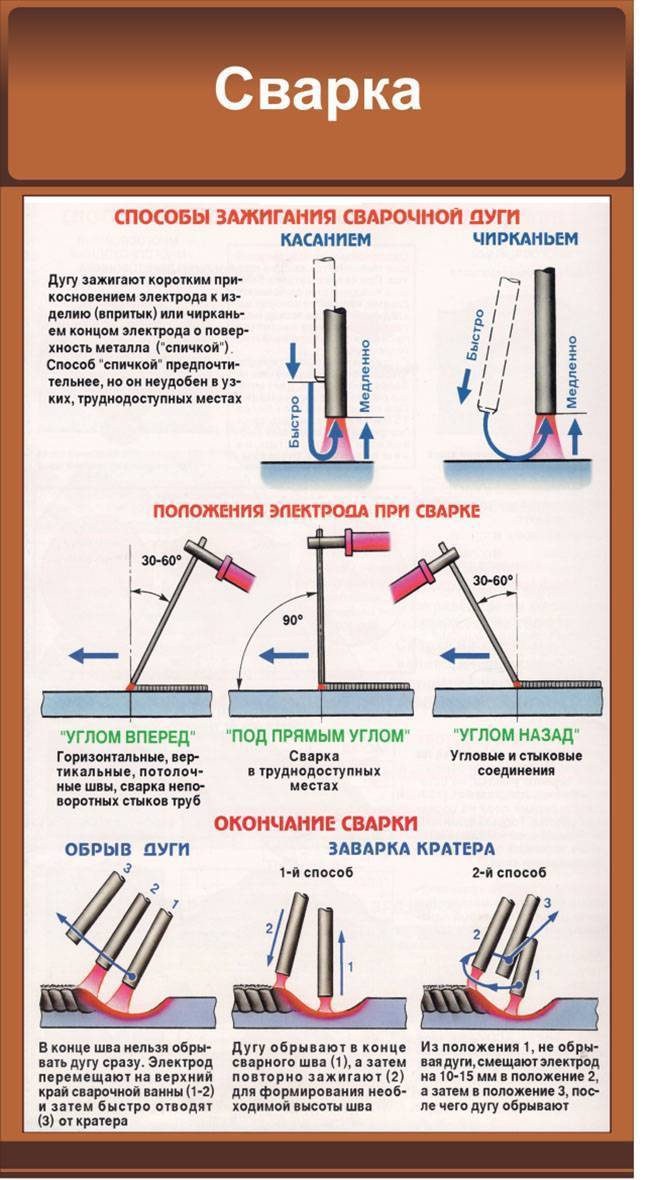
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
** Рекомендация. Чтобы получить ровный шов, без дефектов, необходимо, чтобы величина зазора оставалась постоянной в течение всего времени выполнения сварочных работ. В противном случае, дуга будет прерываться, что приведет к ухудшению качества сварного шва.
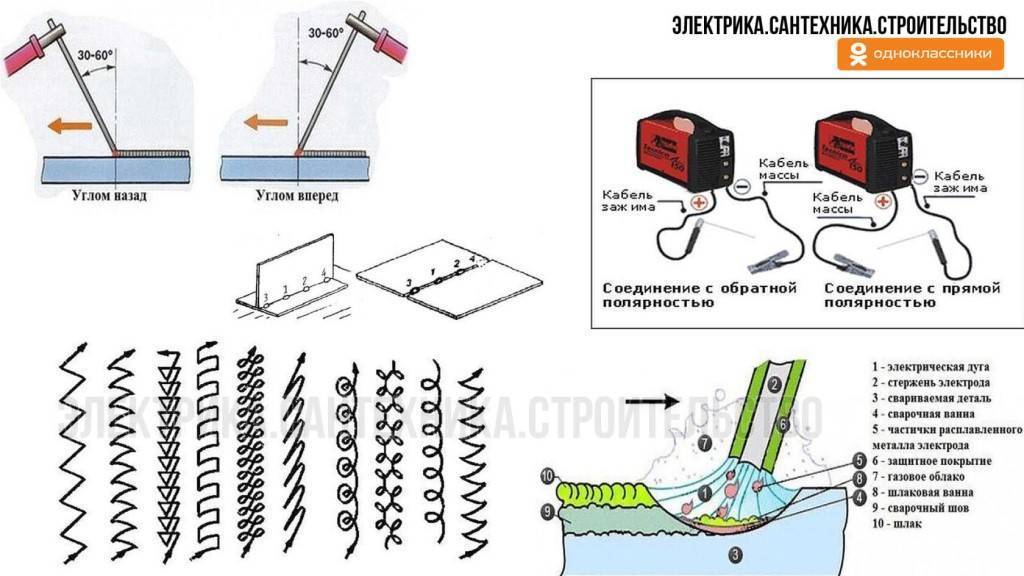
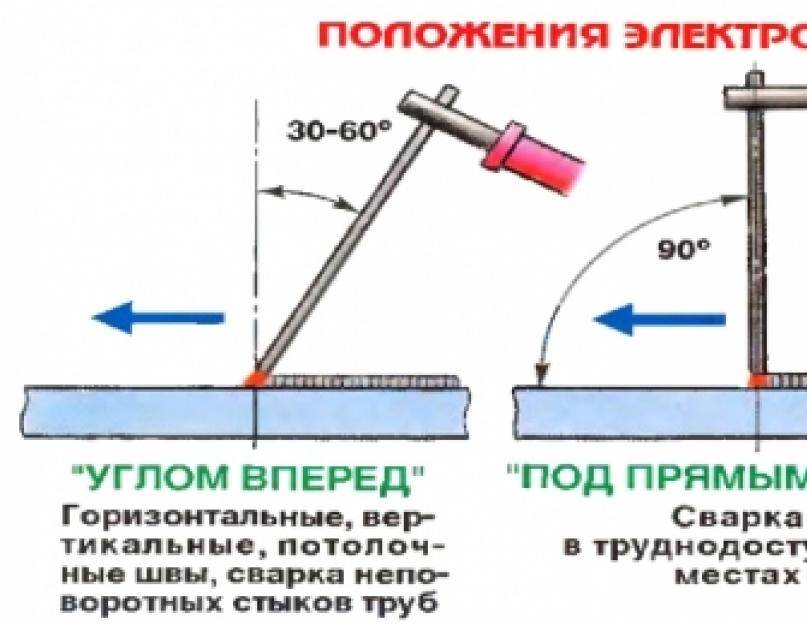
Угол наклона стержня должен составлять 70?
Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
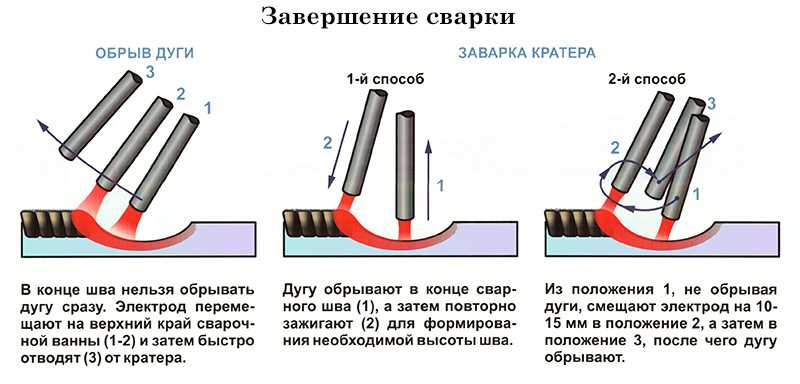
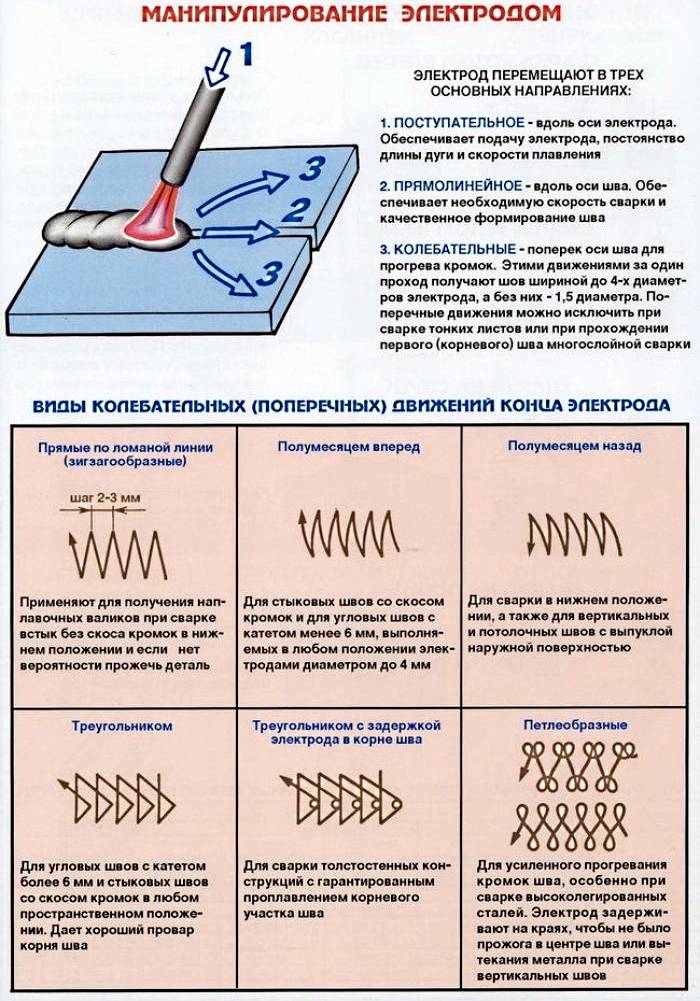
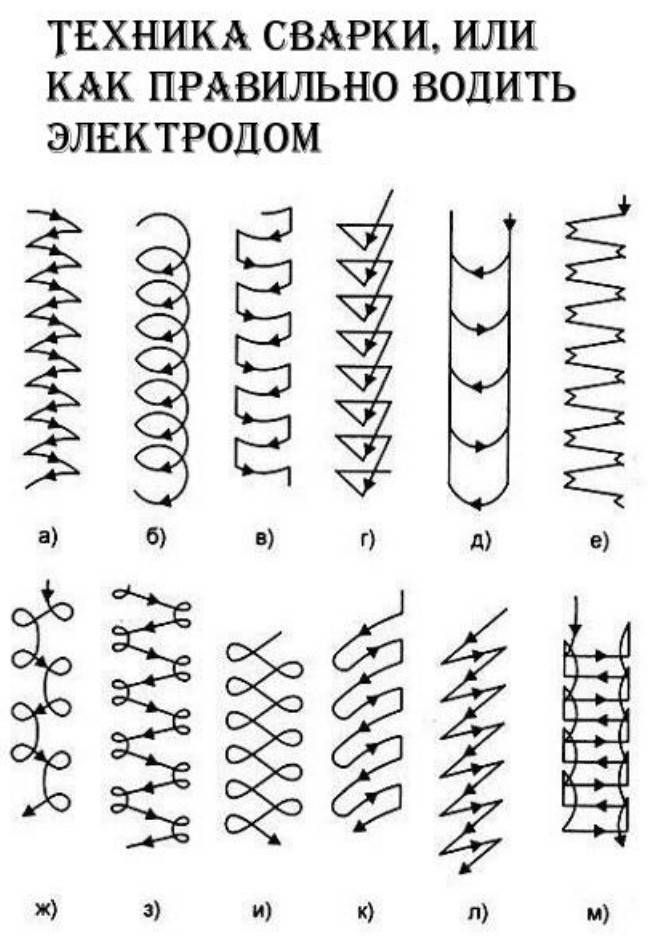
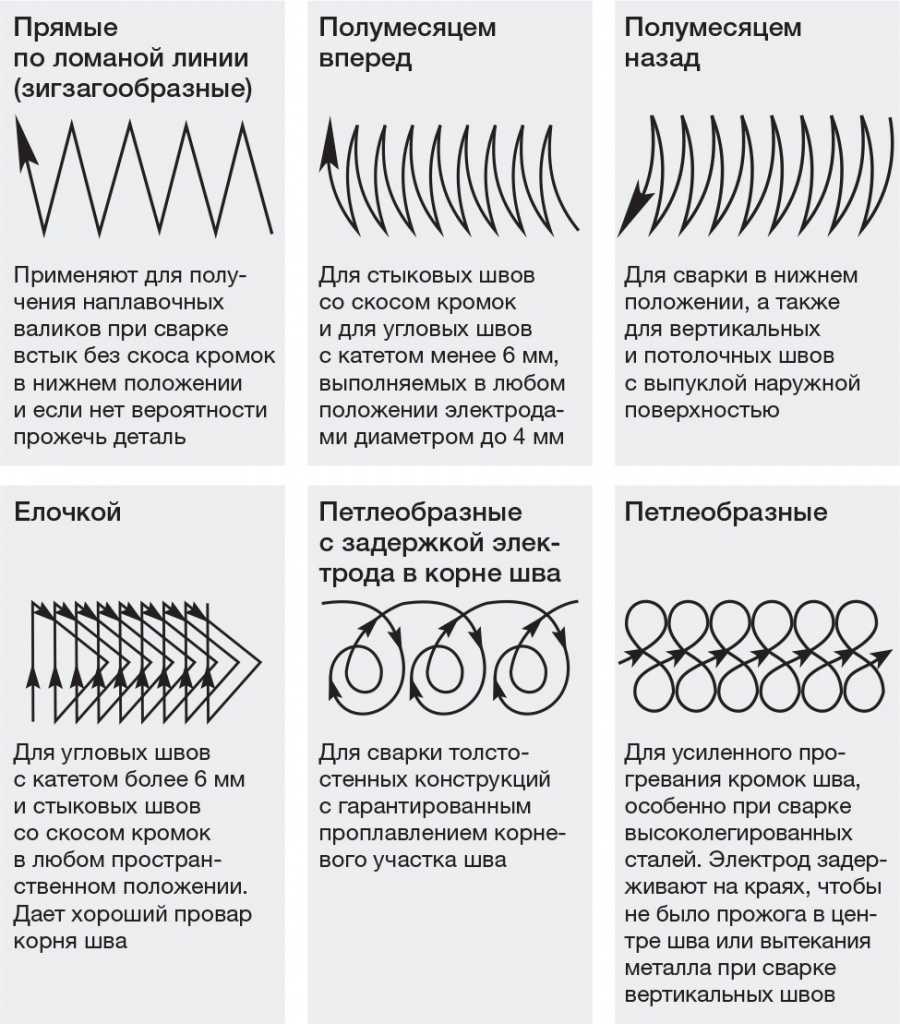
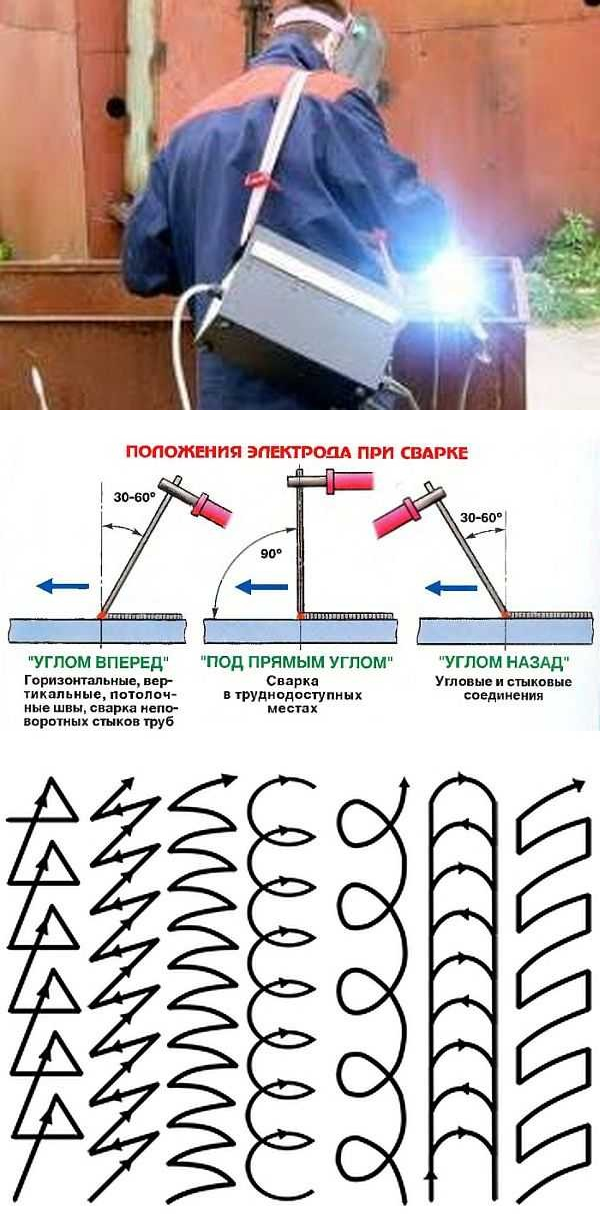
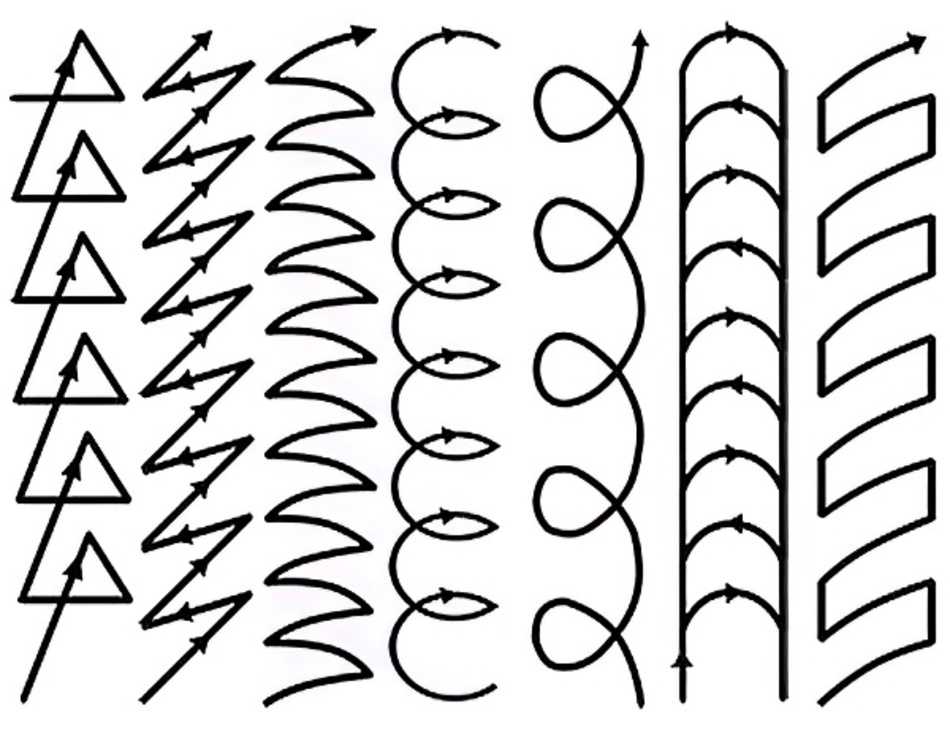
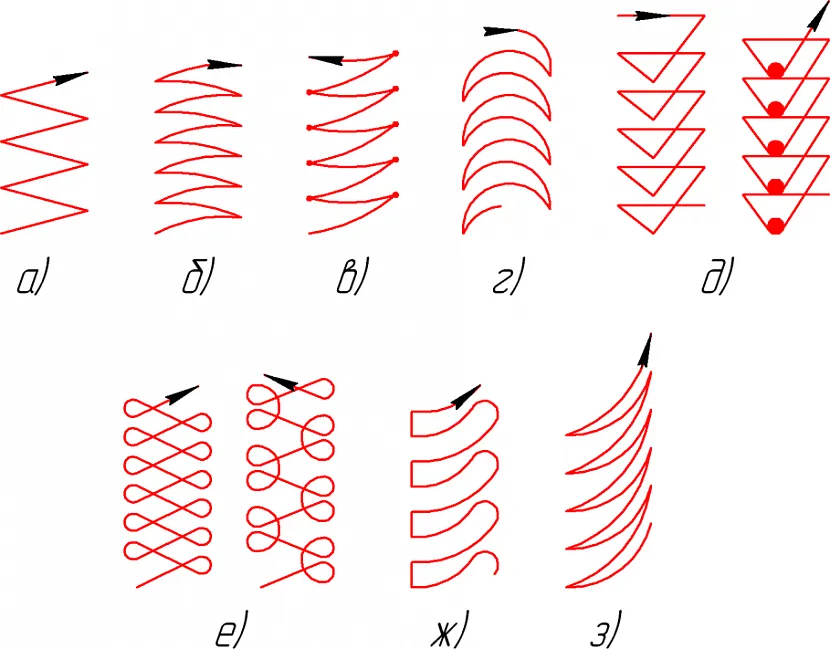
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Различные варианты сварочных соединений
Частые ошибки новичков
Схема дуговой сварки.
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если варить сваркой Ресанта. Это оборудование очень популярно, однако оно имеет короткие кабели подключения, что может создавать неудобства в работе.
Как варятся угловые швы
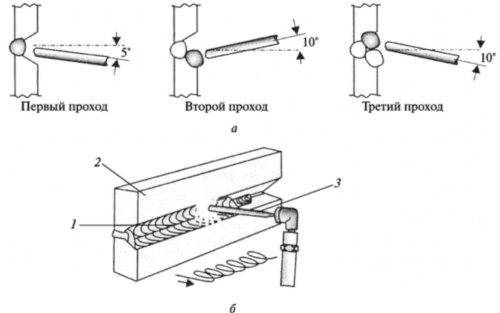
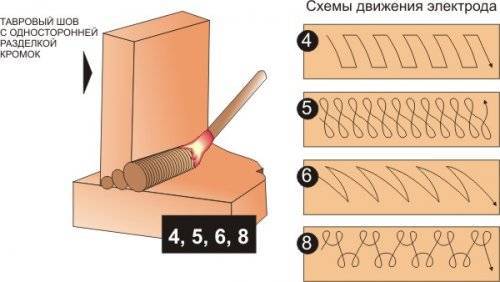
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Виды соединений
В зависимости от взаимного расположения деталей сварочные соединения происходят:
- встык;
- внахлест;
- угловым способом;
- тавровым способом.
При сварке встык приваривают торцы двух деталей, расположенных в одной плоскости. Стык может выполняться с отбортовкой, без скоса и со скосом. Форма скоса может напоминать буквы Х, К, V.
В некоторых случаях сварку делают внахлест, тогда одна деталь частично водружена на другую, расположенную параллельно. Совмещенная часть является нахлестом. Сваривание при этом делают без скоса с двух сторон.
Часто появляется необходимость сделать сварной угол. Такое соединение относят к угловому типу. Оно всегда выполняется с двух сторон, может не иметь скосов или иметь скос на одной кромке.
Если сварные части образовали в результате букву Т, значит было сделано тавровое соединение. Иногда детали, сваренные тавровым швом, образуют острый угол.
В любом случае одна деталь приваривается при этом к боковой части другой. Сваривание проводят с двух сторон без скоса или со скосами с каждой стороны.
Уроки сварки для новичков
Сварочное дело имеет высокую степень пожароопасности, поэтому нужно уделить время созданию безопасных условий труда. Рекомендуется надеть одежду из негорючих материалов, а обувь должна быть на толстой подошве
Особое внимание нужно обратить на защиту рук и глаз
Вокруг мастера не должно быть лишних предметов. Стоит убрать все, что может воспламениться от искры. Под ногами лучше обустроить деревянный настил, чтобы защититься от удара током. Рабочее место должно быть хорошо освещено.




Если электроды куплены непосредственно перед началом работы, они не требуют подготовки. Можно купить универсальные, диаметром 3,2 мм. Если они хранились в сыром неотапливаемом помещении, рекомендуется просушить их 2-3 часа при температуре 2000°С. Для установки в аппарат нужно нажать клавишу на ручке держателя и поставить электродный прут. Нужно убедиться, что он не шатается.
В зависимости от толщины стержней нужно рассчитать силу тока. После этого можно поставить клемму массы. Для первого опыта лучше выбрать прямое подключение: плюс к детали, а минус — к электроду.
Металл тоже должен быть подготовлен: очищен от грязи, жира, краски, ржавчины
Особое внимание стоит уделить кромкам. Для того чтобы понять технологию сварочных работ, лучше взять один толстый лист
С появлением опыта можно учится соединять детали.
Как пользоваться сварочным аппаратом:
- Металлическую деталь нужно расположить горизонтально.
- Для первого шва можно нарисовать мелом линию.
- Чтобы разжечь дугу, нужно чиркнуть электродом о поверхность, как спичкой.
- После этого электродный стержень вести ровно по траектории. Самая простая линия — это зигзаг. Потом можно освоить треугольники и более сложные фигуры. Расстояние до металла должно быть постоянным, 2-3 мм. Чтобы понять, как правильно держать руки, нужно рассчитать угол. Электрод должен быть наклонен к мастеру на 60°. Это дает большую глубину прогрева. Если нужен поверхностный нагрев, наклонять держатель нужно от себя.
- По мере остывания будет формироваться окалина, ее удаляют молотком.
Сложность сварных работ состоит в том, что мастер одновременно должен контролировать несколько параметров:
- траекторию электрода;
- расстояние до поверхности;
- размер и состояние шва;
- направление движения.
От того, насколько хорошо сварщик это делает, зависит его профессионализм. Специалисты могут быстро и точно создать узкое и аккуратное соединение.
Не стоит бояться сварочных работ, даже если в этом деле человек «полный нуль». Уроки сварки инвертором для начинающих можно найти в интернете, а оборудование «Ресанта» сейчас доступно всем. Поэтому каждый может сделать простую металлоконструкцию своими руками в домашних условиях.
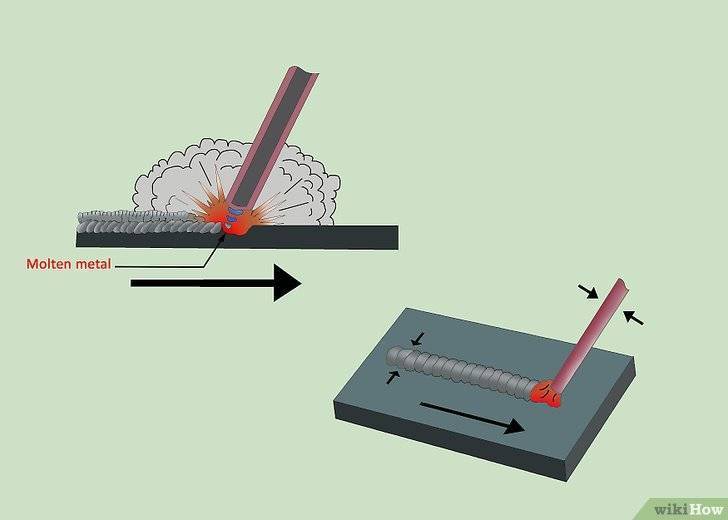
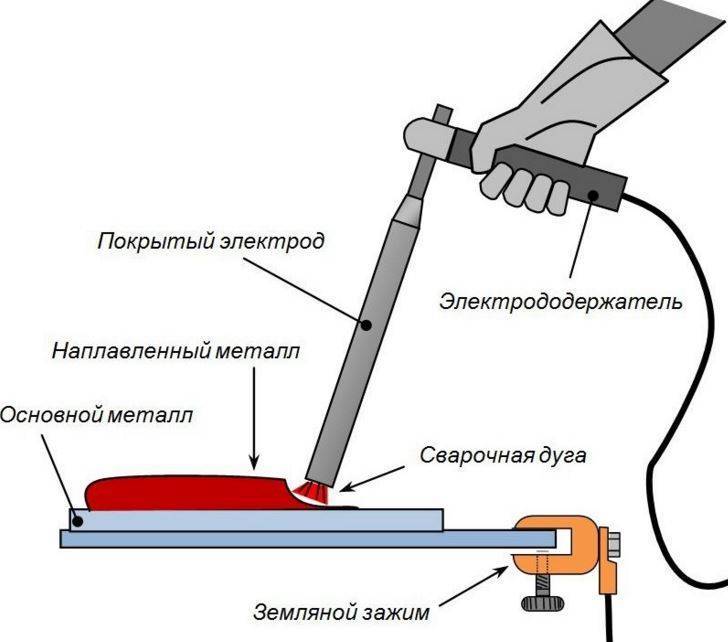
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
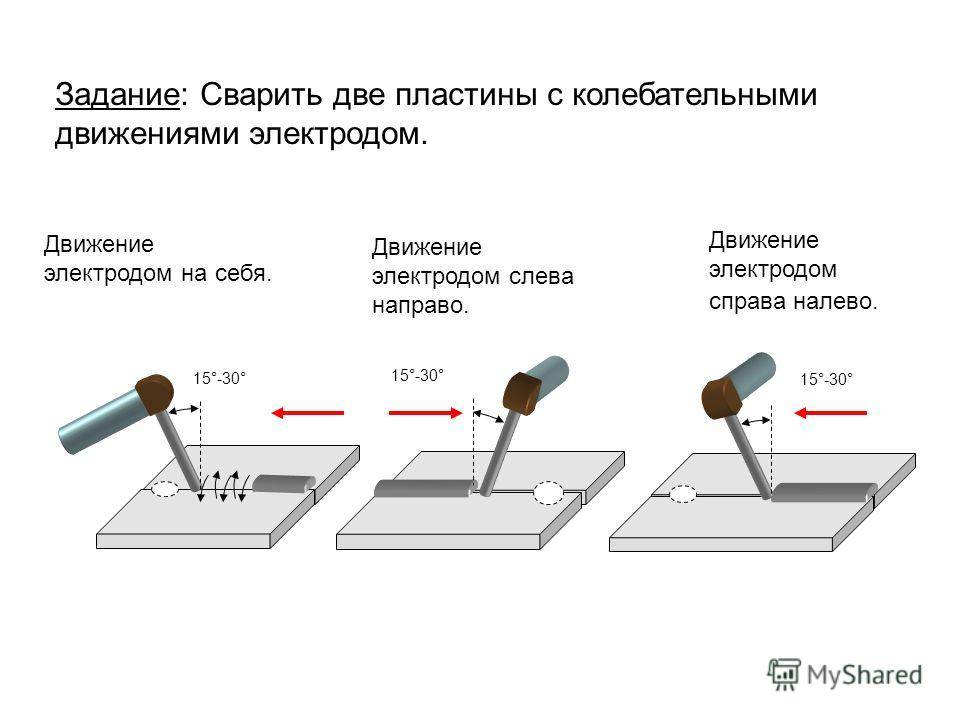
Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Виды электросварки
Для получения электрической дуги используют либо постоянный, либо переменный ток. С переменным током работают трансформаторы, постоянным — инверторы.
С трансформатором работать сложнее: вследствие переменного тока дуга может «скакать», к тому же сам аппарат занимает много места и имеет внушительную массу. При работе и дуга, и трансформатор сильно шумят. Ещё один недостаток: трансформатор сильно перегружает сеть, наблюдаются значительные скачки напряжения. Из-за этого может пострадать бытовая техника.
Инверторы обычно работают от напряжения 220 В. В отличие от трансформаторов, они имеют меньшие габариты и вес (3-8 кг), работают тише и почти не влияют на напряжение сети. Плюс ко всему, дуга образована постоянным током, поэтому она не «прыгает» и её легче контролировать. Учитывая все эти преимущества, рекомендуем новичкам начинать работу именно с инверторов.
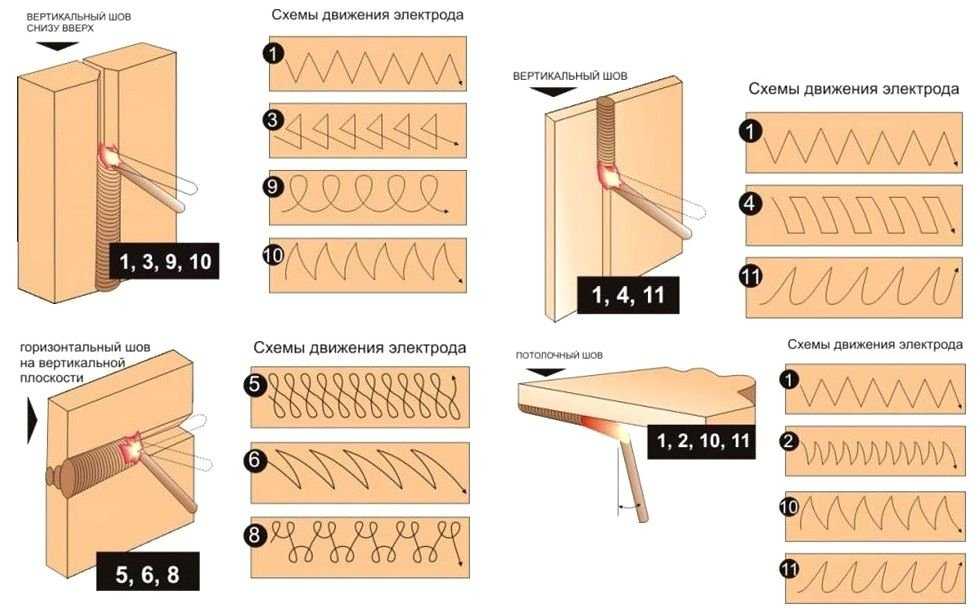
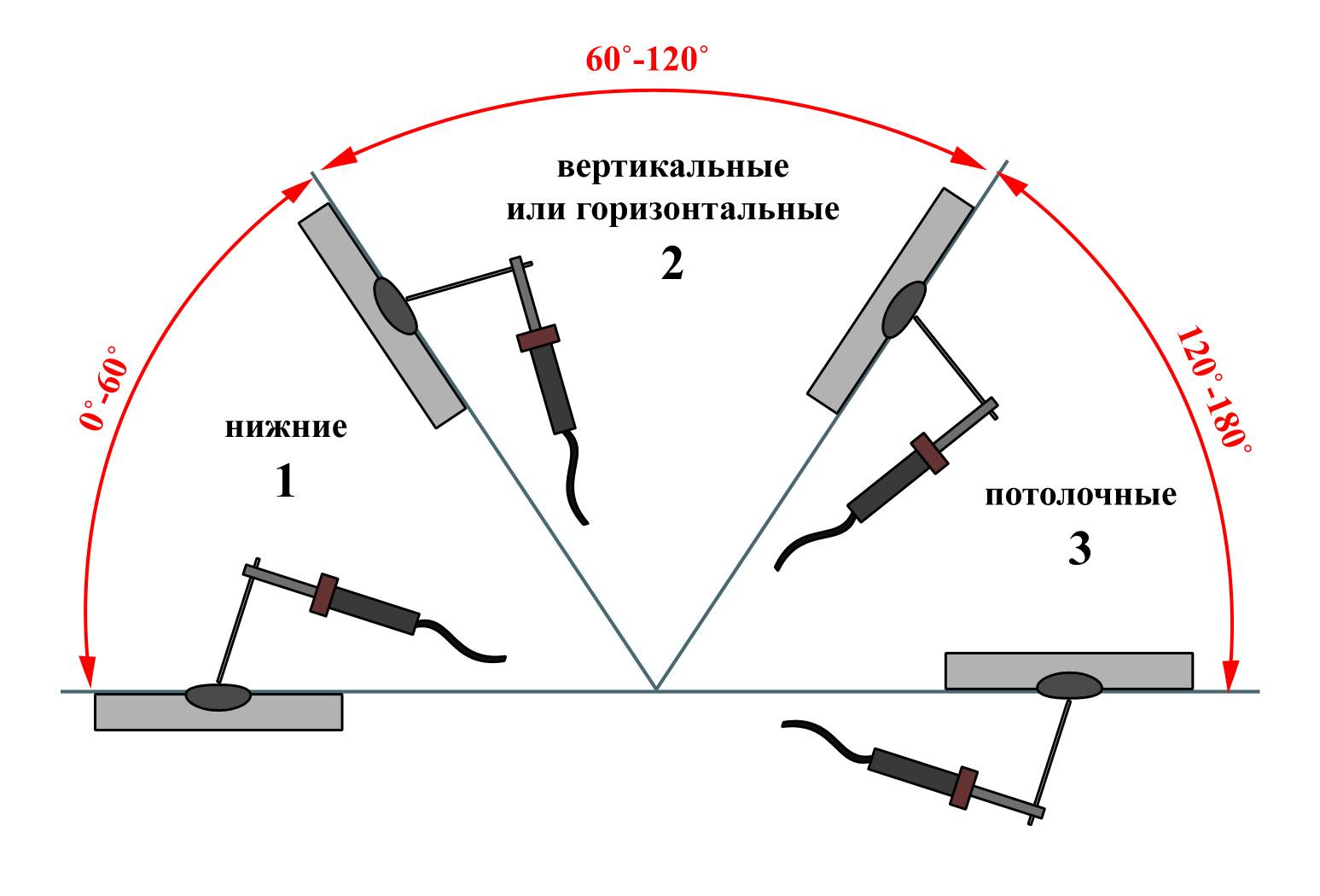
Классификация по положению шва
Качественное выполнение сварного шва зависит от положения изделия в пространстве. Существует четыре основных способа выполнения стыкового соединения сварных швов:
- Нижний метод соединения применяется, когда сварщик располагается сверху, по отношению к свариваемым поверхностям изделия. Этот способ самый удобный, так как расплавленный металл не стекает вниз или по сторонам, а попадает прямо в кратер. При этом шлак и газ без препятствия удаляются из сварочной ванны и свободно выходят на поверхность.
- Горизонтальные швы выполняются на вертикально расположенных пластинах, при этом ведение электрода осуществляется слева направо или справа налево. Качественное выполнение горизонтального шва заключается в строгом контроле за расплавленным металлом, не допуская его стекания вниз, поэтому необходимо правильно подбирать скорость движения электрода и силу тока.
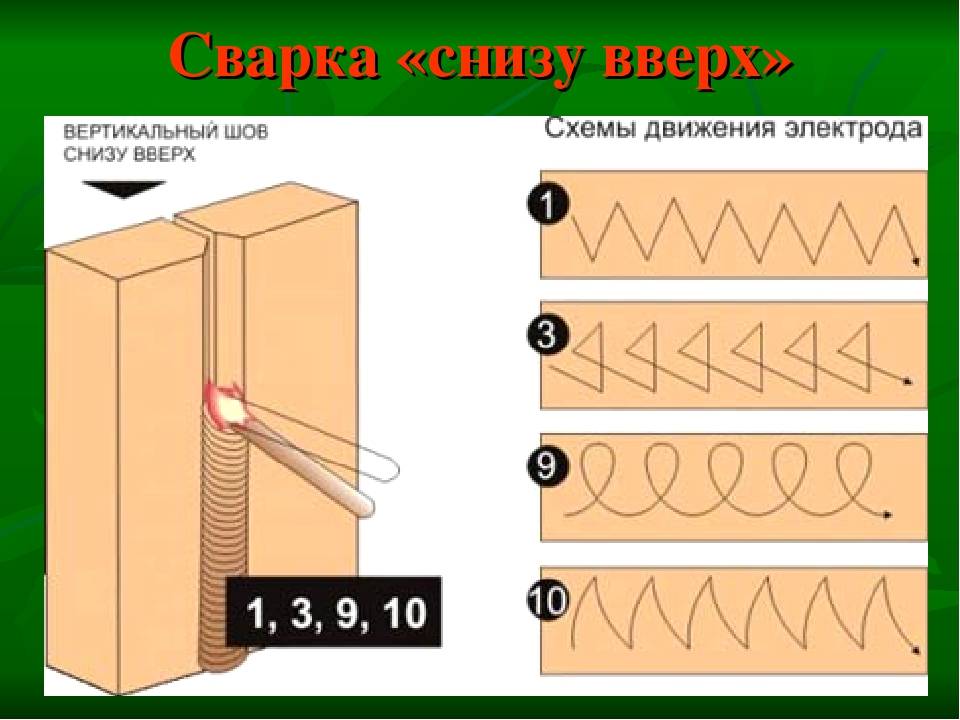
- Вертикальный способ применяется на деталях расположенных вертикально, при этом шов стыкового соединения ведется сверху вниз или наоборот. Сложность такой сварки в том, что расплавленный металл стекает вниз, нарушая при этом внешний вид и качество соединения. Обычно сварщики стараются избегать выполнения работы в таком положении. Только опытные мастера прибегают к этому способу, опираясь на свои теоретические и практические знания.
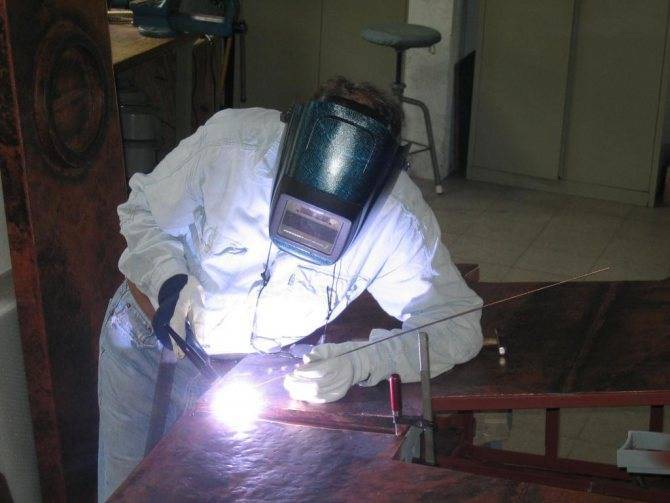
- При потолочном способе свариваемые детали находятся выше головы сварщика. Применяя этот метод, нужно строго соблюдать технологический процесс и правила безопасности, так как расплавленный металл капает вниз.

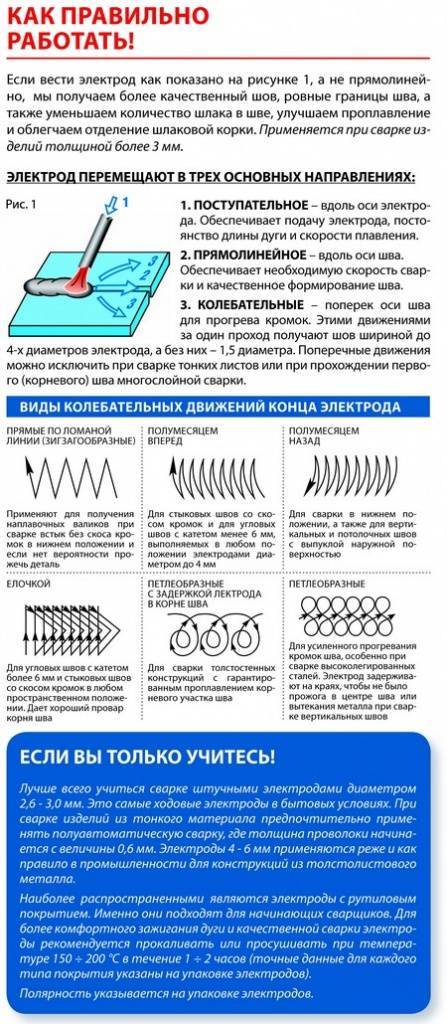
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
- Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
- Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
- Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
- Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно! Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
https://youtube.com/watch?v=usm9dqPDQAg%3F
Подробности
Типы аппаратов для сварки
На строительном рынке есть множество моделей сварочных аппаратов, и среди всего разнообразия стоит выделить следующее:
- Выпрямители.
- Плазменные.
- Трансформаторы.
- Автоматы.
- Инверторы.
- Полуавтоматы.
В условиях дома или мастерской обычно используют трансформаторы из-за малой стоимости, а также инверторы из-за удобства и простоты выполнения работ. Остальные потребуют либо особые условия для работы, которые можно создать лишь на производстве, или потребуется длительное приобретение навыков и особое обучение.
Трансформаторные
Устройство подобных автоматов самое обычное – это понижающий и мощный трансформатор, причем именно в его вторичную обмотку и включают электрическую рабочую цепь. Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.


Инверторы
Кроме того, устройство не вызывает напряжения бросков в сети питания. Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Что нужно для выполнения работ начинающим мастерам
Для того, чтобы приступить к обучению, потребуется выбрать соответствующую экипировку и оборудование
Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением. Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место
Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя. Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется
Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место. Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя. Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется.
Средства защиты и инструменты
Из инструментария, оборудования и материалов нужно:
- Болгарка (УШМ) для нарезания заготовок и зачистки швов.
- Набор ручных слесарных инструментов – зубила, молотки, пассатижи и прочее.
- Щетка из металла для зачистки заготовок.
- Струбцины и зажимы для того, чтобы заготовки были соединены между собой.
- Электроды.
И, конечно же, вам потребуется инвертор.
Какие выбрать электроды
Чтобы научиться хорошо варить металл, потребуется выбрать сварочные материалы по типу свариваемых материалов и их толщиной. В качестве задания для учебы стоит выбирать стандартные низкоуглеродные конструкционные стали. Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Чаще всего для домашних условиях применяют электроды с диаметром в 3 мм, а более тонкие подойдут для сваривания деталей с тонкими стенками. Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.