
Сушка шпона, намазанного клеем
Эта операция необходима при использовании однокомпонентного клея СФЖ-3011 (фенольный). Без просушки невозможно получить сплошной непористый клеевой слой равномерной толщины. Подсушку можно заменить открытой выдержкой листов шпона в течение 1 часа.
Сушку шпона осуществляют в сушильных камерах периодического и непрерывного действия до влажности 10±2 % горячим воздухом. Режим сушки должен быть таким, чтобы отверждение клея не превышало 2 %. Температура воздуха в сушилке 80…90 oC, относительная влажность воздуха 5…15 %, скорость движения воздуха 1,5…2 м/с, продолжительность выдержки 8…14 мин.
Склеивание фанеры
Склеивание фанеры производится в холодных или горячих прессах. Холодные пресса периодического действия могут быть одно- и многоэтажными. Для горячего склеивания применяются как непрерывные одноэтажные пресса, так и периодические одно- и многоэтажные.
Наибольшее применение нашли многоэтажные пресса горячего склеивания (П714Б, ДА4438, Д4038, П20 (Россия), НР «Angelo Cremona» (Италия), пресса фирмы «Raute» (Финляндия) (рис. 2) и др.). Рабочие промежутки пресса закрываются последовательно, начиная с нижнего. Используется симультанный механизм, обеспечивающий одновременное закрытие всех промежутков пресса. Операции загрузки и выгрузки клеильного пресса пакетами шпона трудоемки и осуществляются посредством подъемных платформ, многоэтажных этажерок, элеватора.
Рис. 2. 30-пролетный клеильный пресс «Raute»
При склеивании холодным способом пресс, как правило, используют только для создания необходимого давления. Дальнейшая выдержка пакетов осуществляется в зажатом с помощью специальных стяжек состоянии на подстопных местах.
В каждом промежутке пресса можно склеивать по одному и по несколько пакетов шпона. Суммарная толщина пакетов 12…20 мм и зависит от высоты промежутка пресса. Склеивание шпона по несколько пакетов обеспечивает максимально возможную производительность пресса. Однако предпочтительнее склеивать по одному листу фанеры в каждом пролете пресса, так как при этом уменьшаются упрессовка и коробление за счет более равномерного прогрева. Отметим, что при этом снижается производительность пресса, но этот недостаток устраняется путем механизации загрузочно-разгрузочных работ, а также уменьшается продолжительность выдержки в прессе.
Цикл работы клеильного пресса (рис. 3):
К основным параметрам режимов склеивания фанеры относятся: температура плит пресса (t), давление прессования (P), продолжительность прессования (τ).
Рис. 3. Составляющие цикла склеивания и диаграмма изменения давления при склеивании фанеры: τ1 — загрузка пакетов шпона в пресс; τ2— подъем стола пресса до закрытия промежутков; τ3 — создание рабочего давления; τ4 — выдержка пакетов под давлением; τ5 — снижение давления, ( τ’5 — время снятия давления в первом, τ»5 – время снятия давления во втором периоде); τ6 — опускание стола пресса; τ7 — выгрузка фанеры из пресса.
Для горячего способа склеивания, в зависимости от вида применяемого клея, температуру плит пресса устанавливают в следующих пределах:
- казеиновый – 115…135 оС,
- карбамидные – 115…130 оС,
- фенольные – 140…145 оС,
- бакелитовая пленка – 150…155 оС.
Давление прессования обеспечивает требуемую площадь контакта между склеиваемыми листами шпона. Величина давления зависит от породы древесины, шероховатости поверхности шпона и количества наносимого клея. Чаще всего давление составляет 1,8…2 МПа для горячего склеивания и давление 0,7…1,4 МПа – для холодного склеивания.
Продолжительность склеивания – фактор, определяющий производительность процесса склеивания. Продолжительность склеивания зависит от толщины склеиваемого пакета, слойности, температуры плит пресса, влажности, толщины шпона, породы древесины, вида применяемого клея и может колебаться от 2 до 6 часов при холодном склеивании и от 2 до 20 минут при горячем.
Производительность клеильных прессов (А, м3/ч) определяется по формуле:
где n – число промежутков пресса; m – число пакетов в одном этаже пресса; F – площадь листа фанеры в обрезном виде, м2; S – толщина фанеры, мм; Kв – коэффициент использования рабочего времени, Kв=0,97; τ4 – продолжительность склеивания, мин; τ5 – продолжительность снижения давления, мин; τвсп – продолжительность вспомогательных операций, мин;
τвсп=τ1+τ2+τ3+τ6+τ7=3-5 мин.
Для придания листам фанеры товарного вида после склеивания, они подвергаются дальнейшей обработке, которая включает следующие операции: охлаждение, обрезку, сортировку, починку, шлифование и циклевание.
Охлаждение служит для снижения температуры и влажности. Фанеру обдувают воздухом комнатной температуры.
Если конечная влажность фанеры превышает допустимую (15 % при склеивании белковыми клеями и 10 % – синтетическими), то ее подвергают дополнительной сушке в камерных сушилках периодического действия.
Расчёт прибыльности и окупаемости производства
Если открывать производство нешлифованной фанеры нужно учитывать, что на изготовление 1м2 листового материала уходит около 1,6м2 древесины. Наиболее подходящим по эксплуатационным качествам материалом в данном случае будет берёза.
Если расчётный месячный объём производства составляет 50м2 и более, затраты на изготовление продукции будут примерно следующими:
- Аренда цеха – 90 000 руб.;
- Оплата труда сотрудников – 110 000 руб.;
- Сырьевая база с расчётом на месяц (берёза и клей) – 300 000руб.;
- Резервные средства – 40 000руб.
Средний показатель рентабельности производства фанеры составляет 40%, а значит, окупится это производство приблизительно за год.
Технология производства фанеры

- Подбор материала;
- Снятие коры;
- Снятие слоя шпона на лущильном станке;
- Просушка шпона.
К подбору материала для фанеры необходимо подходить очень тщательно. Зачастую для производства фанеры используют шпон из березы, ольхи, бука, сосны и т.д. Для создания удобств в работе материал проваривается в специальном бассейне. Этот процесс значительно повышает качество сырья.










После этого с древесины снимается кора, а также проверяется материал на наличие металлических элементов. Далее материал поступает на специальное оборудование, которое предназначается для производства фанеры.
На лущильном станке снимаются первый слой шпона, после чего его разделяют на отдельные листы. Качество шпона зависит от вида древесины. При наличии в шпоне большого количества влаги его отправляют на просушку. Далее производится склеивание листов шпона.
Производство профнастила — замечательный бизнес. Всё об этом Вы можете узнать тут.
Для склеивания шпона используются специальные материалы. Клеящие составы изготавливаются в механизированных смесителях, после чего они подаются желобки нескольких клеевых вальцов. Прокатывается клеящий состав с обеих сторон пиломатериала. Далее промазанные клеем листы шпона склеиваются с помощью пневматических, гидравлических или винтовых прессах.
При склеивании фанеры в комнатной температуре их необходимо продержать в помещении около 6 часов. Наиболее эффективным является прессование фанеры при повышенной температуре. В таких условиях на склеивание шпона уходит всего несколько минут.
В том случае, если производится гнутая фанера, используется специальные инструментальные плиты, которые характеризуются наличием нескольких пресс-форм. Далее фанера поступает на раскроечный станок, где осуществляется ее резка на листы различных размеров. Технология изготовления фанеры напрямую зависит от вида производимого строительного материала.
Особенности фанеры сорта 4 4
Укладка линолеума на фанеру: преимущества, технология и полезные советы Среди большинства потребителей очень востребована сегодня фанера сорт 4 4, что это значит и что послужило этому причиной? Прежде всего ее низкая стоимость и отличные эксплуатационные характеристики. Этот материал отличает высокое качество соединения слоев и нешлифованная поверхность (содержит много дефектов), поэтому он используется лишь для изготовления упаковочной продукции и тары. Пригоден для настилания черного пола и для базового основания под ковролин и прочие финишные покрытия.
Технические параметры листов:
- размер листов 1500х1500 мм;
- толщина полотна – 8 мм;
- отклонение по ширине/длине – в пределах 2 мм;
- ІV сорт.
Фанера ФСФ хвоя,1, 22*2, 44 18 мм, нешлифованнаяИсточник tap.az
Производство фанеры
Технология производства фанеры
начинается с приемки круглого леса. На участке приемки контролируется качество приходящего сырья, контролируется соответствие заявленных поставщиком, контролируется .

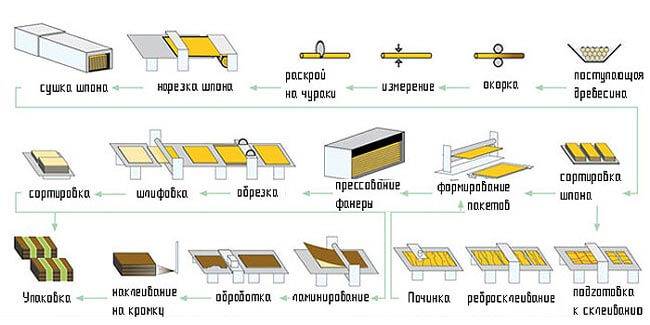
Поступающее сырье окаривается и сортируется. Чем мягче древесина и менее загрязнена, тем больше продолжительность работы инструмента как при окорке, так и при лущении. Отличительной особенностью сырья для фанеры из березы является сначала ГТО (гидротермическая обработка древесины), а затем уже окорка, в то время как мягкие хвойные породы древесины окариваются без предварительной подготовки. Отделившаяся в процессе окорки кора может быть использована для нужд производства к примеру в котельных. Умные японцы придумали свой способ утилизации коры, подробнее .
Следующей операцией после сортировки является раскрой на чураки из которых будет получаться шпон. В процессе этой операции могут быть вырезаны дефекты древесины из хлыста, к примеру небольшой полуметровый участок гнили или участок на котором находится огромный сучок.

Далее из чураков происходит лущение шпона. Как было сказано выше мягкие хвойные породы древесины допускаются к данной операции без пропаривания, более твердые породы необходимо пропаривать. После лущения шпон необходимо высушить, затем рассортировать.
Часть шпона поступает на формирование пакетов фанеры, часть на ремонт, где он склеивается в ребро, из шпона вырезаются сучки и ставятся заплатки — данная операция называется починкой.

Получаем шпон!
В процессе лущения шпона образуются дефекты, вот основные из них:
- Неравномерная толщина шпона по длине шпона.
- Неравномерная толщина по ширине шпона.
- Ворсистость, мшистая поверхность шпона.
- Шероховатость шпона.
- Трещины.
- Слабый, раздавленный шпон.
- Рифленая поверхность шпона.
- Царапины и риски на шпоне.
- Криволинейность кромок ленты шпона.

Сушка, сортировка, ребросклеивание и починка шпона…
После ремонта шпона, его также отправляют на формирование пакетов. Сформированные пакеты прессуют. Прессование фанеры в отличии от дсп может быть организованно как на карбамидоформальдегидной () так и на фенолформальдегидной смоле. Температура прессования фанеры от 130 до 170 градусов Цельсия.

Прессованную фанеру обрезают в формат и . Затем в зависимости от функций которые будет выполнять фанера, ее могут ламинировать.
Технология изготовления фанеры
Как уже понятно из вышесказанного, технология изготовления фанеры на заводе состоит из нескольких этапов. Рассмотрим подробнее, как изготавливают фанеру на заводе.










- Первичная подготовка бревен. Для изготовления фанеры отбирается сырье. Нормативы отбора зафиксированы в ГОСТ 9462-88. Доставленные на деревообрабатывающий завод бревна окоряются, разрезаются на необходимую длину – в зависимости от заданной ширины листа, затем некоторое время размачиваются в горячей воде – гидротермически обрабатываются.
- Лущение. Подготовленные бревна с помощью лущильного станка распускаются на тонкие листы шпона. Толщина шпоновых пластин составляет 1,5-1,8 мм. Принцип действия лущильного станка идентичен работе карандашной точилки. Только лезвие в точилке закреплено под наклоном, а в лущильном станке – прямо. Лезвие станка установлено по касательной к годичным кольцам бревна. Кстати, изобретателем лущильного станка также является наш соотечественник. Профессор Фишер изобрел его в 1819 году.
- Нарезка, сортировка, починка. Полученный шпон разрезается на листы определенного размера. Далее полученный шпон сортируется. В дело идут не только цельные листы шпона. Для производства годятся пластины, шириной не менее 490 мм. Не цельные куски склеиваются «на ус» и ребросклеивание. Починенные таким образом листы используются для изготовления внутренних слоев листа фанеры.
- Сушка. Отсортированные листы сушатся в специальной камере.
- Склеивание. Готовые листы склеивают между собой, при этом располагают пластины шпона таким образом, чтобы волокна древесины следующего слоя были перпендикулярно древесным волокнам предыдущего. Этот способ придает листу фанеры прочность. Количество слоев зависит от заданной толщины листа. Для склеивания используется клеевой состав, рецептура которого каждым производителем держится в секрете. Пластины шпона с нанесенным клеем собираются в пакеты, затем происходит этап холодного прессования. После этого листы подвергаются еще горячему прессованию.
- Обрезка и маркирование. Готовые листы обрезают в размер, сортируют и маркируют в зависимости от сорта и марки.
Сорта и марки фанеры
Фанеру изготавливают из древесины хвойных пород и березы. Березовая фанера более прочная, но и более дорогая. Поэтому материалы для широкого потребления, например, в строительстве, чаще всего делают из хвойной древесины.
Существуют стандарты на изготовление пяти сортов фанеры. Сорт Е – элитный. В нем не допускается наличие дефектов на лицевых поверхностях. Остальные сорта – от I до IV допускают разные дефекты поверхности листа: наличие сучков, в том числе, и выпавших, трещин, червоточин, коробления, и пр.
https://youtube.com/watch?v=4NoSYIGcLGw
Вот так, в общих словах, выглядит процесс изготовления фанеры. На видео можете более подробно ознакомиться, как делают фанеру из березы или другой древесины.
Популярные модели оборудования
На производствах фанеры используются разнообразные станки. От качества оборудования зависит скорость процесса изготовления фанеры, а также его качество. Именно поэтому к подбору оборудования необходимо подходить очень ответственно. Существует множество фирм, которые занимаются производством оборудования для изготовления фанеры. Наиболее популярными среди станков для производства фанеры считаются:
Лущильный станок для производства шпона СЛ-720 (1600). С помощью этого станка древесина обрабатывается без дополнительных усилий. Определение оптимального положения оси обеспечивается благодаря наличию специального приспособления. Наличие дебаркера обеспечивает высокое качество начальной обработки чурака. С помощью хорошей фрезы заготовке придается правильная форма. Наличие гибкого гофрированного шланга позволяет беззаботно удалять отходы во время работы.
Всё об изготовлении бетона здесь.
- Станок для производства лущенного шпона CЛ-800 (1600) характеризуется наличием специального устройства, с помощью которого устанавливается бревно для его обработки. С помощью этого станка можно обрабатывать заготовки, диаметр которых составляет от 110 до 740 миллиметров. Этот станок способен производить четыре метра шпона в час.
Станок делительный для рубки шпона СД-800 (1600). С помощью этого агрегата осуществляется деление ленты шпона на отдельные дощечки или листы необходимой ширины. Задается ширина листа с помощью специального электронного устройства. Использовать этот агрегат необходимо на одной линии со станком по производству шпона. Ширина обрабатываемого шпона может составлять до 1600 миллиметров.
Калибровочный станок по дереву производится на основе станков эстакадного типа. Наличие высокооборотного привода позволяет управлять скоростью работы станка. Удобства при работе на станке придаются благодаря возможности автоматического управления столом. Благодаря этому агрегату осуществляется калибровка поверхности плиты.
Раскроечный станок по дереву FDB Maschinen FR 6020 предназначается для обработки фанеры. Это изделие характеризуется компактностью, высоким уровнем сборки и наличием специальных устройств, благодаря которым значительно упрощается процесс обработки дерева.
Все станки производятся из материалов высокого качества, что обеспечивает им прочность, надежность и длительный срок эксплуатации. После производства все станки проходят ряд испытаний, что обеспечивает им высокий уровень износоустойчивости, а также значительно упрощает процесс производства фанеры.
Из чего производят фанеру
Наиболее ценной считается фанера, изготовленная из березы. В связи с тем, что эта порода дерева отличается наименьшим в сравнении с той же елью, сучков. Менее плотным составом древесины, что значительно облегчает процесс производства. Так же, но достаточно редко, завод по производству фанеры может использовать в качестве сырья древесину бука или дуба.

Структура фанеры напоминает слоеный пирог и состоит из соединенных клеем между собой послойно, срезов с цельного бревна пластин – шпона. Клеящим веществом выступают клея, изготовленные на химической (синтетика) или натуральной основе их компонентов. Что за исключением составов с содержанием фенолов и формальдегидов (используют при склеивании фанеры технического предназначения), делают фанерные листы пригодными и безопасными при их использовании в закрытых, жилых помещениях.

Производство фанеры поэтапно
Первый шаг
Второй этап – снятие коры с древесины. Кора – это побочный продукт производственного процесса, но её, как правило, перемалывают и пускают на прессовку ДСП.
Третий шаг изготовления – распилка на куски длинной от 1,3 до 1,6 м. Их называют «чураками».
Четвёртый этап производства – круговая распилка чурака по диаметру. В результате получаем лист древесины, который имеет название «шпон». Шпон разрезают до необходимых размеров и сушат в стопках при воздействии потока тёплого воздуха.
Процесс лущения березового шпона на предприятии по изготовлению фанеры.
Пятый этап в изготовлении материала – проверка просушки шпона. Это обязательный шаг, так как сырую древесину нельзя использовать для изготовления фанеры. Сырые листы утилизируют или отправляют на повторную сушку тёплым воздухом. Шпоны прессуют, шлифуют и отправляют на следующий этап обработки.
Шестой шаг – полосы дерева склеивают в полотна, которые позже разрезаются до необходимых размеров и ламинируют.
Финальные работы: сортировка, обработка краёв материала и упаковка.
Список требований, которые необходимо учитывать при производстве материала.
| 1. | Для изготовления наружных слоев фанеры применяют шпон лиственных пород: березы, ольхи, клена, ильма, бука, осины, тополя, липы. Для внутренних слоев, кроме названных, также применяют шпон хвойных пород: сосны, ели, пихты, лиственницы и кедра. |
| 2. | Вставки из шпона должны подходить к поверхности, прочно держаться и соответствовать по направлению волокон древесине породы наружного слоя фанеры. Для II сорта вставки должны соответствовать цвету древесины. |
| 3. | Замазки должны быть подобраны по цвету древесины данного сорта, обеспечивать приклеивание облицовочных материалов, не выкрашиваться при механической обработке и гнутье фанеры, не растрескиваться. |
| 4. | Замазки должны быть подобраны по цвету древесины данного сорта, обеспечивать приклеивание облицовочных материалов, не выкрашиваться при механической обработке и гнутье фанеры, не растрескиваться. |
| 5. | Фанера должна быть сформирована в пакеты массой не более 1500 кг отдельно по породам, маркам, сортам, классу эмиссии, видам обработки поверхности и размерам. |
| 6. | Качество и размеры листов фанеры проверяют выборочным контролем. Допускается по согласованию изготовителя с потребителем осуществлять проверку сплошным контролем. |
| 7. | Предел прочности при скалывании по клеевому слою, предел прочности при статическом изгибе волокон наружных слоев, предел прочности при растяжении вдоль волокон контролируют для каждой марки, толщины и слойности фанеры не реже одного раза в месяц. Допускается контроль для каждой партии по согласованию изготовителя с потребителем. Для этого отбирают 0,1% листов от партии, но не менее одного листа. |
| 8. | Длину и ширину фанеры измеряют в двух точках параллельно кромкам на расстоянии не менее 100 мм металлической рулеткой по ГОСТ 7502 с погрешностью 1 мм. За фактическую длину (ширину) листа принимают среднее арифметическое значение результатов двух измерений. Толщину измеряют на расстоянии не менее 25 мм от кромок и посередине каждой стороны листа толщиномером по ГОСТ 11358 или микрометром по ГОСТ 6507 с ценой деления не более 0,1 мм. |
Производство стройматериала регулируется ГОСТом 3916.1-96
Подготовка сырья
Для изготовления фанеры применяется древесина высокого качества. Малейшие дефекты, в виде косослойности, сучков или трещин испортят шпон, и ухудшат свойства материала. Древесину первым делом следует разрезать на заготовки (чураки) одинаковой размерности, соответствующей длине будущего шпона.











Чураки подвергаются окорке – процедуре удаления поверхностного слоя луба и коры, после чего древесину отмачивают в горячей воде для придания ей необходимой мягкости. Помимо бассейнов с водой термообработка может проводиться в автоклавах или в варочных ямах, приспособленных для подачи нагретого водяного пара.
Как делают фанеру
Технология производства включает множество процессов, поэтому в домашних условиях качественного результата добиться не получится. Но своими руками можно осуществить фанерование предметов интерьера или поделок.
Оборудование
Чтобы изготавливать листовые изделия, производство должно иметь соответствующее техническое оснащение с конвейерными линиями. Отбор и обработка шпона проводятся вручную.
Необходимое оборудование:
- Калибровочный и окорочный станок. Используются для очистки бревен. В линию дополнительно включается обрезочное устройство. Технология допускает применение различных модификаций с ваннами для мытья и размягчения.
- Специальная установка для лущения. Наиболее популярны автоматические станки, оснащаемые двойными телескопическими шпинделями, между которыми закрепляется заготовка. Процесс контролируется до получения нужного результата. Настройка оборудования позволяет получать шпон разной толщины.
- Гильотина или специальные ножи. Отвечают за обрезку получаемой ленты до нужной длины. Современные агрегаты выполняют работы самостоятельно, укладывая лущеный материал в стопы.
- Сушилка. Обеспечивает нужный уровень влажности без нарушения структуры. Чаще всего применяется устройство тоннельного типа.
 На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
На начальном этапе качество получаемого шпона зависит от станка, отвечающего за лущение древесины, и линии по сушке
- Комплексная установка для приготовления и нанесения клея. Модификация зависит от вида состава.
- Станки для последовательного склеивания слоев. В технологический участок включено оборудование для первоначального форматирования.
- Холодный и горячий пресс.
- Станки для обработки по длине и ширине.
- Шлифовальные и обрабатывающие устройства. Позволяют получить определенную разновидность плит (например, перфорированные изделия).
 Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанерыТолько качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Установка по нанесению клея и пресс отвечают за монолитность изделия, а от качества подрезки и шлифовки напрямую зависит товарный вид фанерыТолько качественное и правильно настроенное оборудование обеспечивает производство фанеры, которая будет отвечать всем нормам ГОСТа и потребностям покупателя.
Процесс изготовления
Алгоритм действий:
- Сырье подается на линию калибровки и очистки, где с бревен удаляются сучки и отделяется кора. Материал нарезается на фрагменты нужного размера.
- Получившиеся чурки перемещаются в ванну с горячей водой. В жидкость могут добавляться дополнительные компоненты, отвечающие за сохранение или улучшение определенных свойств. Этот этап необходим, чтобы вся древесина пробрела одинаковую влажность. Также процесс значительно облегчает дальнейшую обработку.
- Бревна помещаются на лущильный станок и фиксируются между двумя валами, которые задают темп вращения. Находящиеся с краю лезвия осуществляют снятие шпона. Можно использовать и другие методы, но лущение является наиболее эффективным.
- Листовой или ленточный шпон помещается на раскроенный станок, где происходит формирование размера. Для этих целей можно применять гильотину или специально настроенные ножи, в зависимости от подачи сырья.
- Наступает этап сушки: передвигаясь по роликовой системе, материал последовательно обрабатывается горячим воздухом. Итогом должна стать продукция с остаточной влажностью 4–6%.
- Шпон подается на проверочный участок, где происходит устранение недостатков и сортировка. Хотя линия производства максимально автоматизирована, часть работы необходимо делать вручную. Сырье распределяется по размеру, осуществляется предварительная очистка и группировка в стопки.
- На материал для сердцевины наносится склеивающая смесь, сверху выполняется облицовка перпендикулярными пластами. Если требуется усилить структуру плиты, то добавляются дополнительные слои.
- Сформированные листы помещаются на участок прессования. В зависимости от используемого клея, применяется холодный или горячий способ. Первый вариант подразумевает сжатие слоев в течение 6 часов при постоянной температуре, второй – применение высокого давления и горячего пресса.
 Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.
Практически на всех заводах схема линии по производству фанерного листа одна и та же, а качество конечной продукции зависит от технологического уровня оборудования, из которого состоит конвейер После этого осуществляется конечная обработка, которая позволяет получать материал с необходимой степенью отделки: шлифовка, ламинирование, покрытие различными декоративными составами.





