Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Необходимый минимум инструмента
 Представляем краткий перечень всего, что нужно для сварки трубопровода:
Представляем краткий перечень всего, что нужно для сварки трубопровода:
- специальное устройство для сварки полипропиленовых труб,
- набор насадок,
- ножницы для обрезки трубы,
- инструмент для зачистки торцов или шейвер, именно он помогает добиться правильной обработки, а без его применения провести правильную сварку металлопластиковых труб невозможно,
- фаскосниматели используются для удаления заусенцев на кромках труб,
- набор фитингов и муфт,
- рулетка, карандаш или тонкий маркер.
Перечисленные в конце списка составляющие требуются для замера и обозначения мест зачистки и заглубления торца трубы в фитинг.
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.
Популярным видом пайки считается муфтовый метод
Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Способы сваривания листового полипропилена
В зависимости от применяемого сварочного оборудования соединение полипропилена может осуществляться несколькими способами:
- экструзионным;
- с помощью строительного фена;
- полифузным (стыковым).
Рисунок 1. Ручной экструдер – инструмент, предназначенный для экструзионной сварки полипропилена.
Первый вид сварки осуществляется с помощью специального аппарата – ручного экструдера (рис. 1). Данное устройство невелико в размере и комплектуется различными насадками. Его удобно использовать для осуществления сварки больших изделий, имеющих сложную конструкцию. Обычно экструдер для полипропилена оснащен интегрированным или встраиваемым механизмом подачи воздуха, с помощью которого пластмасса в сварочной зоне нагревается и размягчается.
Технология сварки экструзионным инструментом предполагает использование добавочного вещества в зону шва, которым в большинстве случаев является полипропиленовая проволока. Горячий воздух производит нагрев свариваемых поверхностей до вязкого состояния, а проходящая через экструдер присадка также нагревается и перемешивается с основой до образования однородной массы. С помощью такого метода сварки можно соединять даже толстостенные элементы, получая при этом шов высокого качества.
Рисунок 2. Сварка при помощи строительного фена осуществляется с целью соединения листового материала толщиной не более 20 мм.
Сварка с помощью строительного фена осуществляется под воздействием струи горячего воздуха, нагретого до температуры 170-180 °C (рис. 2). Такой способ применяется для соединения листового материала толщиной не более 20 мм. При этом сварной шов обладает сравнительно небольшой механической прочностью. Поэтому строительный фен рекомендуется использовать для соединения небольших по размеру элементов, которые при эксплуатации не будут поддаваться большим нагрузкам.
Полифузная сварка производится с помощью подвижных столов. Полученный таким способом сварной шов будет иметь достаточно большую прочность и надежность. Стыковой способ можно применять для соединения отдельных элементов практически любой толщины.
Инструкция по сварке листового полипропилена
Перед началом работ необходимо подготовить оборудование, рабочее место и присадочный материал. Инструмент подсоединяется к источнику питания, присадка вставляется в держатель экструдера, а рабочее место очищается от грязи и пыли.
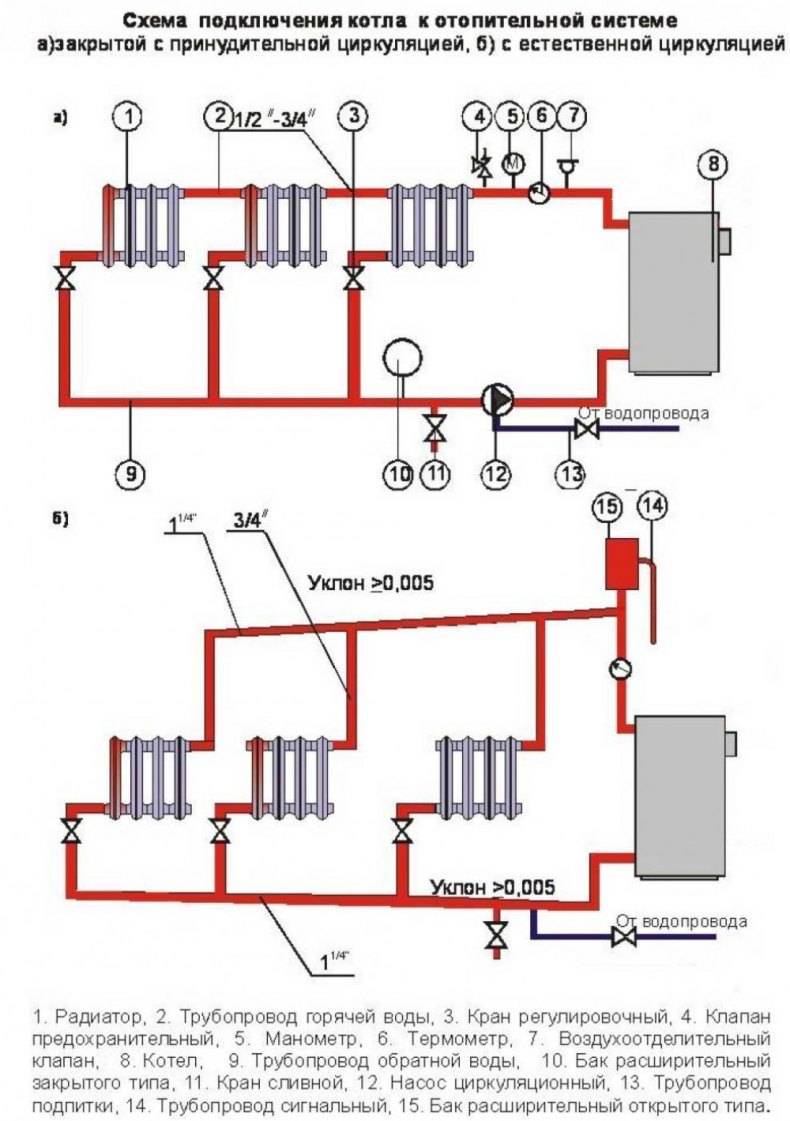
Схема сварки труб из полипропилена.
После этого можно переходить к подготовке свариваемых поверхностей. Для этого материал ложится на стол, а его кромки обрабатываются мелкозернистой наждачной бумагой, так как шершавая поверхность будет иметь лучшие адгезионные свойства, чем гладкое основание.
После окончания подготовительного процесса, нагрев наконечник экструдера до нужной температуры, сварщик перемещает его вдоль шва, как при сварке электродами, заполняя стык расплавленной присадкой. При этом скорость подачи проволоки в сварочную ванну регулируется вручную или автоматически. Через 5-10 мин после окончания работ сваренные листы можно использовать по назначению.
Лучшие предложения
По соотношению цены и качества комплекты для сварки полипропиленовых труб можно разделить на несколько групп по выбору:
Паяльники любого производителя с ценой до четырех тысяч рублей за комплект. Для использования специалистами их задействовать не стоит. У них отсутствуют ручка регулировки температуры. Перепад температур в дешевых аппаратах может достигать ста градусов, что совершенно недопустимо в профессиональной работе. Дешевые паяльники можно использовать для разовых работ с полипропиленовыми трубами или тренировки, но для профессиональных сантехнических работ они не пригодны. Провод использован тонкий, мгновенно перегорающий при попадании на горячую поверхность. Подставка тонкая, неустойчивая, легко гнется, также ее можно случайно сломать. Такие паяльники упакованы в непрочный ящик, не выдерживающий никаких ударов и воздействий. Для дома такие паяльники не подходят. Невозможно дать длительную гарантию на трубы, скрепленные с помощью оборудования такого качества.
Турецкие паяльники с термостатом стоимостью до восьми тысяч рублей. С качественным термостатом и удобной подставкой. У некоторых из них есть один или два тэна. В зависимости от требуемой мощности и температуры можно подключить один из них или оба. У них перепад температур достигает 40 градусов. В комплекте с ними идут труборезы и прочные насадки. Тефлоновое покрытие таких насадок все же будет быстро приходить в негодность. Они недорогие, но достаточно надежные. Но у них плохой провод, который плавится при малейшем касании паяльника. Ножки не очень устойчивые или вовсе сделаны из силумина, рассыпающегося при малейшем падении. На насадках остается полипропилен, который потом будет дымиться, что очень вредно для здоровья специалиста.
Аппараты с электронным регулированием температуры стоимостью выше пяти тысяч рублей. Аппараты с электронным регулированием температуры. Такие аппараты бывают с предустановленной температурой 260 градусов, что позволяет удерживать перепад температур всего в 25 градусов. Очень надежная, устойчивая и не гнущаяся ножка. Прочный качественный кабель, не плавящийся от случайных касаний с жалом паяльника. Комплектуются шаблоном, с помощью которого необходимо рассчитать глубину погружения трубы в нагревательный элемент. Такие аппараты различаются мощностью нагревательного элемента и комплектацией насадок разного диаметра. В больших комплектах есть струбцины для крепления аппарата за стол.
Профессиональное оборудование более высокого ценового диапазона. Такие аппараты стоят от двадцати до пятидесяти тысяч рублей. Они могут сигнализировать о том, когда снять трубу с насадок, сколько времени есть для того, чтобы сделать соединение и когда пора отпустить соединение. Поддерживают температуру в диапазоне плюс-минус три градуса Провод дорогого сварочного аппарата выдерживает температуру в 280 градусов в течение минуты. Случайное соприкосновение провода и насадок не приведет к расплавлению провода. Они комплектуются высококачественными насадками самого разного диаметра, струбциной и надежной подставкой. Упакованы в прочный металлический ящик с мягкими ножками, чтобы не поцарапать поверхность, на которые его ставят. Такое оборудование бывает двух типов: для разовых и для непрерывных работ. Также у них есть удобная крепящаяся опора, позволяющая мастеру работать одному, не задействуя помощника. В комплекте к такому оборудованию идут ремонтные насадки в комплекте для штыревого и мечевидного инструмента, позволяющие быстро и качественно залатать случайные прожженные отверстия в трубах, не меняя всю конструкцию.
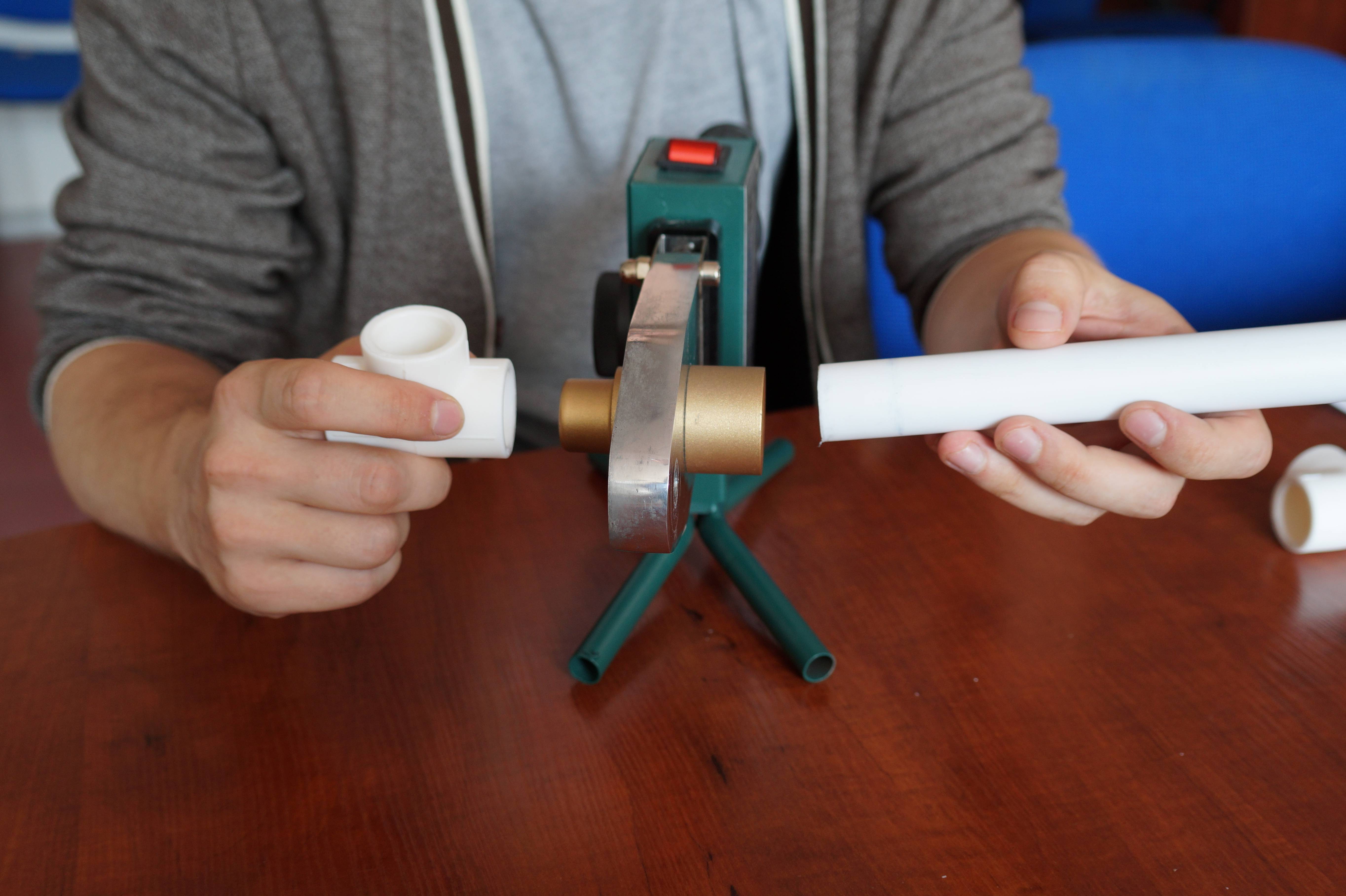
Паяльники для сварки полипропиленовых труб большого диаметра рассматриваются отдельно. Трубка зажимается в подставку, а затем подгоняется под кольцо. Стык получается прямым, с равномерным наплывом расплавленного материала.
Качественная и точная пайка полипропиленовых труб обеспечивает надежность и изолированность стыка. Правильно спаянный трубопровод может не ломаться на протяжении десятилетий.
Лучший выбор для профессиональных сантехнических работ для дома — современный качественный и дорогой паяльник, позволяющий осуществлять прочную и качественную пайку полипропиленовых труб. В результате использования такого прибора клиентам можно дать длительную гарантию, что трубы не дадут протечек.
Подписывайтесь так же на наш Youtube, группу , . Там много полезного и интересного контента!
1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.







Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
Любая инструкция по сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
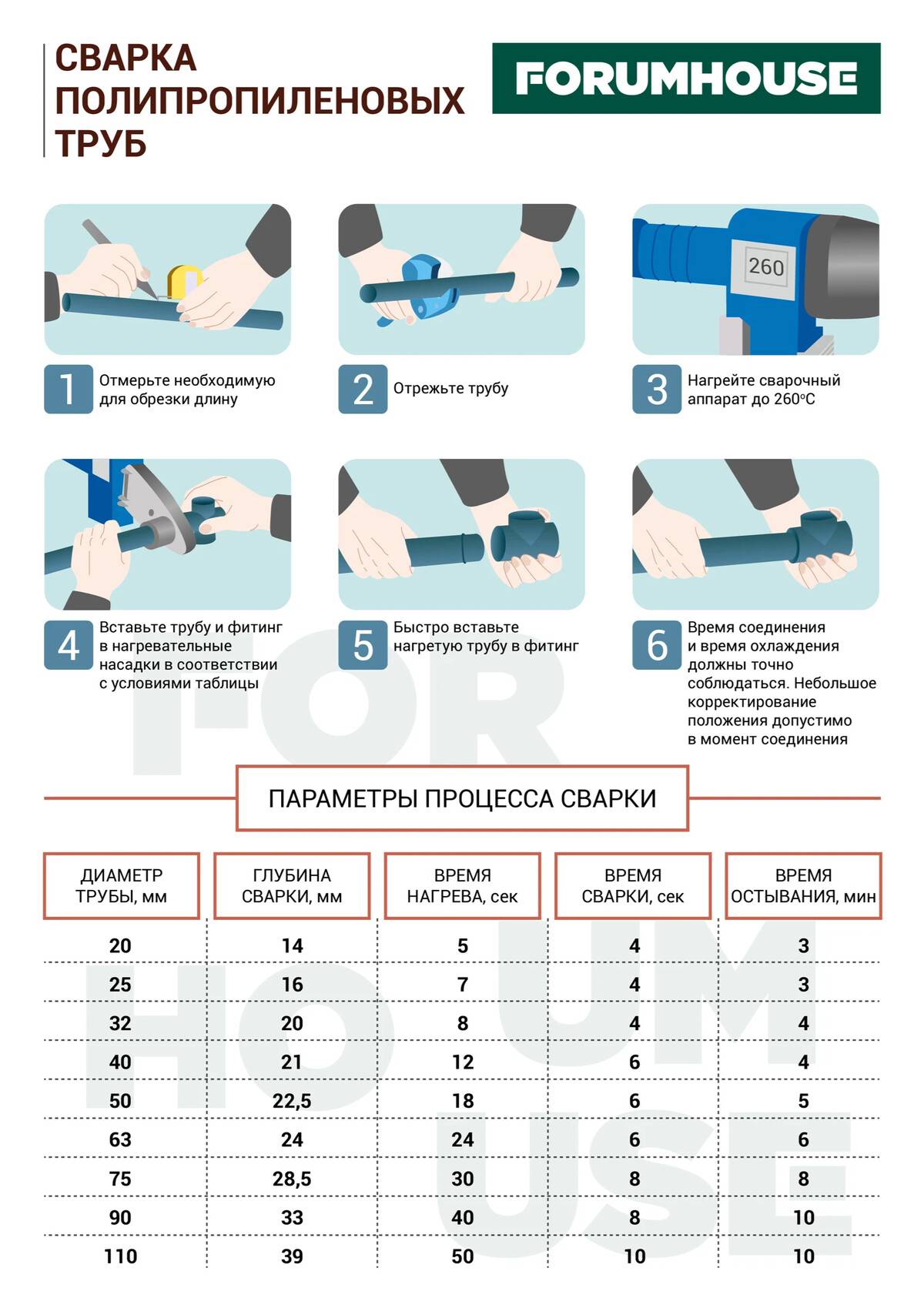
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус несколько градусов — не нужно делать температуру больше положенного!
Некоторые «ухари», для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
Так называемая «жопка» на жаргоне сантехников — запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически низкого напора воды или плохому нагреву отопительных приборов. Появляются «жопки» в результате превышения температуры и времени пайки — выставил высокую температуру на паяльнике или слишком долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы — нормальная температура пайки и качественный полипропилен заставляют немного напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение «пейзаж» или измените масштаб браузера. Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить простую истину — пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется «ощущение» материала, чувство недогретого или перегретого паяльника. Только тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм. 6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю, что пауза сильно зависит от конкретного материала — полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Другие способы пайки труб из ПП
Кроме классической пайки известно несколько дополнительных вариантов соединения. Все они отличаются своими характерными особенностями. У каждого метода имеются как положительные, так и отрицательные стороны. Познакомимся с ними более подробно.
Применение электрофитингов
Установка такого трубопровода упрощается, если воспользоваться соединительными муфтами, которые оборудованы специальными нагревательными спиралями.
Сварочный аппарат подключается к контактам, выходящим из муфты. На них подается напряжение и выдерживается определенное время.
Как пользоваться
- поверхность тщательно очищается, затем обезжиривается;
- труба вставляется в соединительный элемент и плотно фиксируется;
- сварочный аппарат подсоединяется к электрическим контактам электрофитинга;
- после включения устройства можно будет наблюдать через специальные отверстия фитинга, как плавится и увеличивается объем пластика; прибор отключится автоматически; время сварки регулируется самим аппаратом, который учитывает окружающую температуру;
- инструмент отсоединяется от контактов.
Главным преимуществом такого метода является его скорость. На пайку уходит секунда, а остывание продолжается одну минуту. О труднодоступных участках можно забыть. Дело в том, что сама пайка выполняется на конкретном месте уже собранных ранее деталей. Это очень удобно, когда нужно провести установку закрытой отопительной системы. Такие работы можно проводить даже при небольших морозах, однако температура не должна быть ниже -15 °С. При более низких значениях пользоваться паяльником запрещается.
Применение электрофитингов позволяет строительным фирмам ускорить работы на больших объектах.
Частный сектор редко пользуется подобным способом, так как стоимость этого оборудования очень высока. Цена электромуфтового прибора находится в диапазоне 80-100 тыс. р.
Холодная сварка
Чтобы применять такую методику, необходимо иметь специальный клей, предназначенный для размягчения верхнего слоя изделия. Это один из способов соединения полипропиленовых труб без паяльника.
Как пользоваться
- проводится подгонка деталей;
- приобретается подходящий комплект фитингов;
- соединяемые поверхности хорошо обезжириваются;
- на каждую плоскость наносится слой клея;
- вставленные детали плотно фиксируются на протяжении 20 секунд;
- запрещается смещение элементов в течение одного часа.
В результате соединение становится прочным и надежным, похожим на пайку.
Запрещается нагрев склеенных швов. Холодная сварка может использоваться только для установки холодного водопровода!
Другой способ соединения изделий из ПП без паяльника заключается в использовании горелки. Установить температуру на этом приборе нельзя, потому придется делать все на глаз.
Преимущества и недостатки трубопроводов
Трубная система PPR является единственной в своём роде пластиковой системой, в которой трубы и фитинги состоят из одного и того же материала, что снижает вероятность отказа, такие системы рассчитаны на срок более 50 лет. Преимущества:
- Трубы PPR устойчивы к коррозии, в их случае отложений ржавчины или известняка не происходит.
- Трубы не пропускают ультрафиолетовые лучи, поэтому внутри их не образуются водоросли или бактерии.
- Сопротивление труб не позволяет изменять вкус или запах воды.
- На месте сварки не образуется утолщения.
- Они обеспечивают экономию в 70% при выполнении строительно — монтажных работ из-за минимальных технологических потерь.
- Они подходят для использования при температурах от -20 oc до + 95 oc.
- Продукт, полученный из отходов сырой нефти (пластик является побочным продуктом), PPR полностью утилизируется.
- Изоляция в 35 раз выше, чем у меди, что делает её энергосберегающим продуктом.
- Все фитинги привариваются к трубе и поэтому не подлежат повторному использованию.
Недостатки трубопроводов PPR:
- Они не предназначены для наружной установки, где они подвергаются воздействию прямых солнечных лучей.
- Если установки выполнены, продукт должен быть специально окрашен для защиты от солнца, высушивающего содержание масла, присутствующего во всех пластмассах.
- Реконструкция и ремонт систем труб PPR можно выполнять только с помощью инструмента для сварки плавлением.
Области применения пластиковых труб:
- водопроводные сети;
- оросительные трубы;
- горная техника;
- воздуховоды;
- канализационные сети;
- газоснабжение;
- отопительная техника;
- шланги;
- системы защиты кабеля;
- системы охлаждения;
- пищевая промышленность;
- вентиляционные каналы;
- оборудование для бассейнов.
Originally posted 2018-03-28 15:15:28.
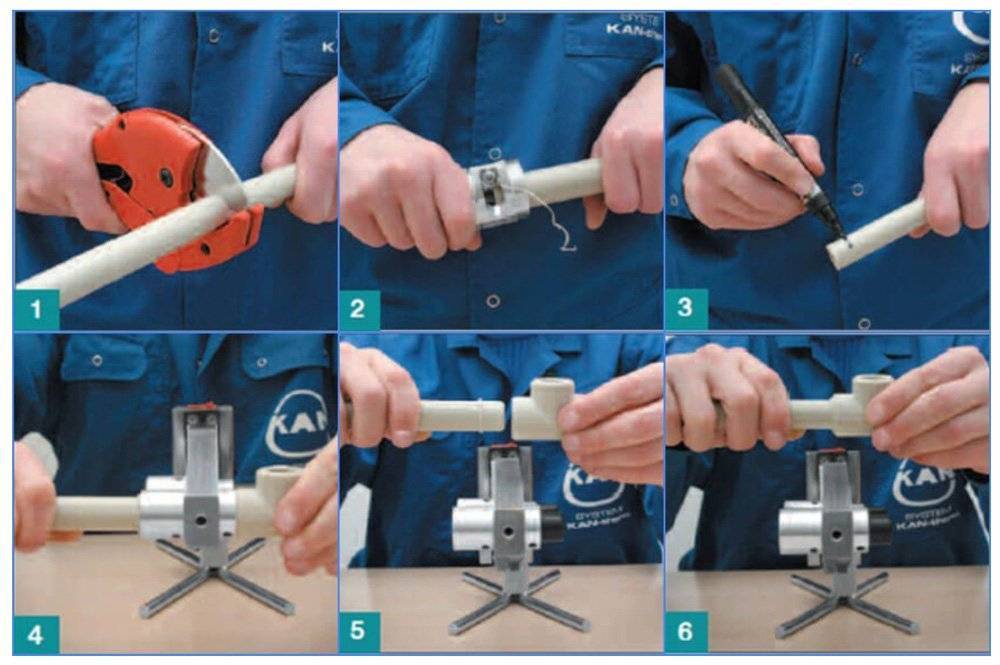
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
![[инструкция] пайка полипропиленовых труб | видео](https://kalugakuhni.ru/wp-content/uploads/d/b/7/db7605230591a354237a3cd2842edda7.jpeg)


![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://kalugakuhni.ru/wp-content/uploads/f/5/4/f54ca855a77bec57eebaf611913af92d.jpeg)


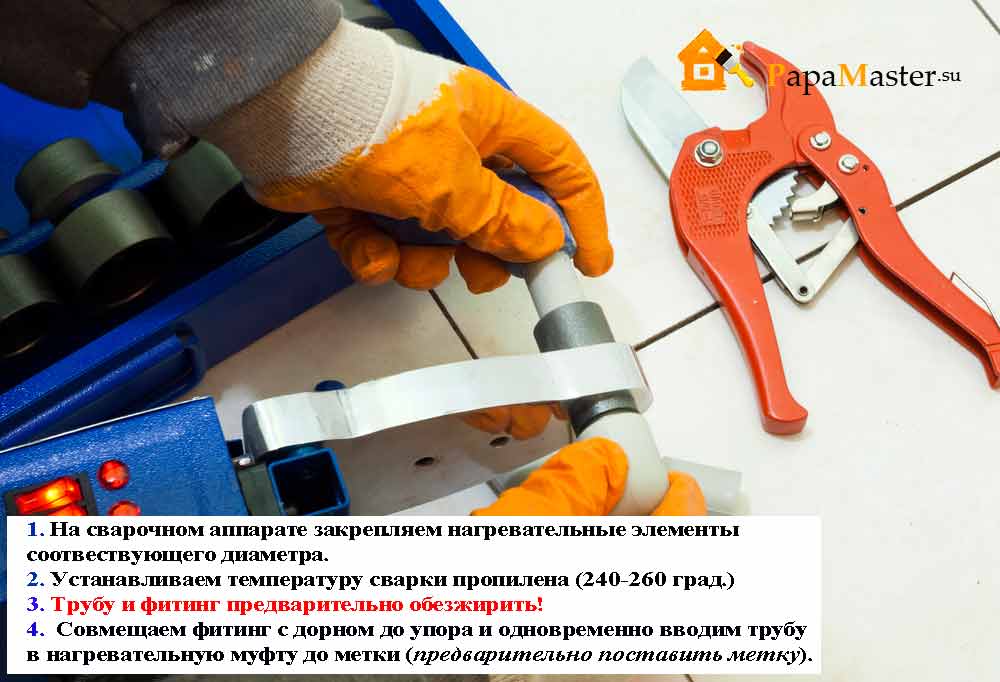
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.
В комплекте со сварочным аппаратом идут насадки под трубы различного диаметра
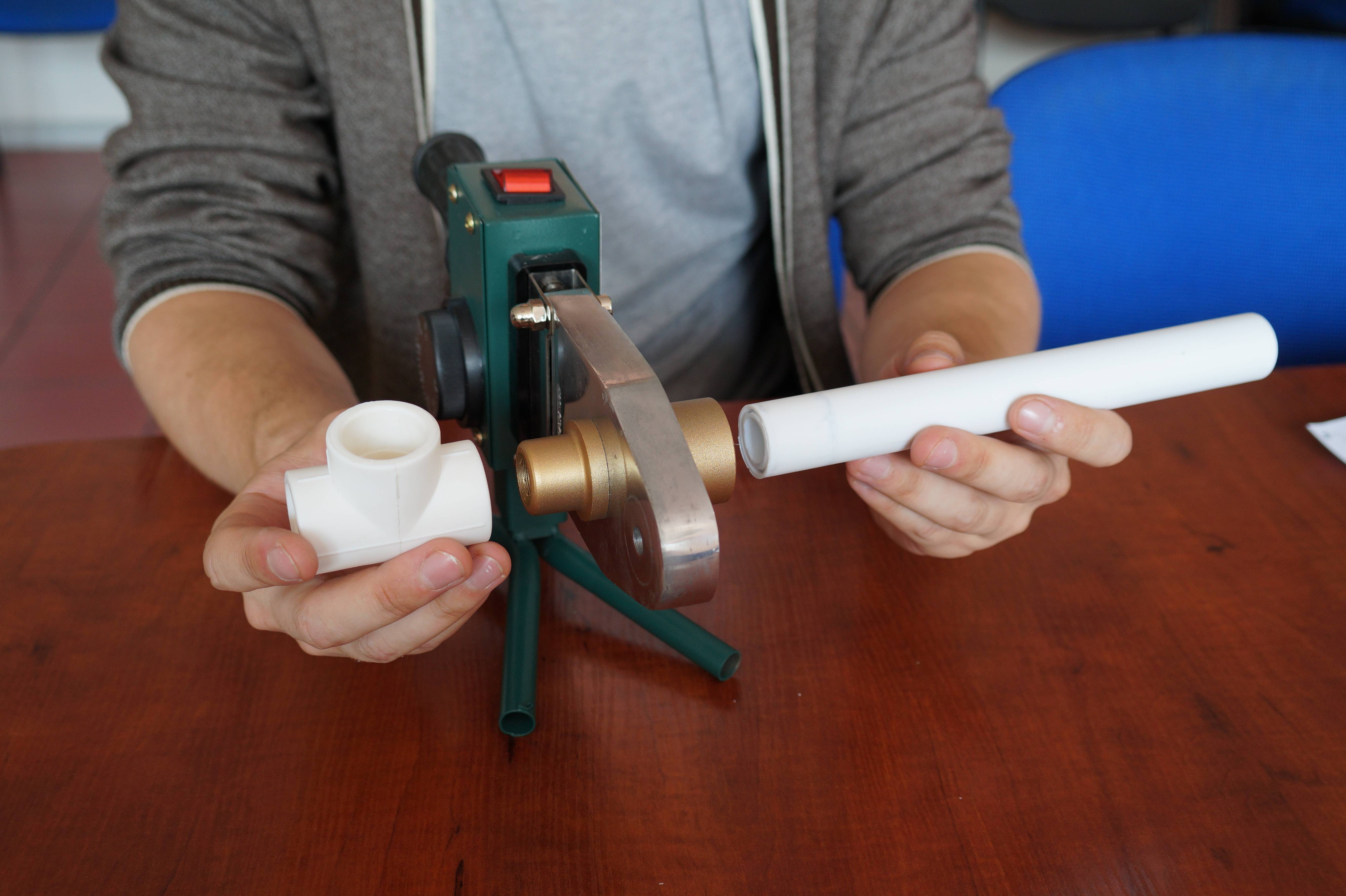
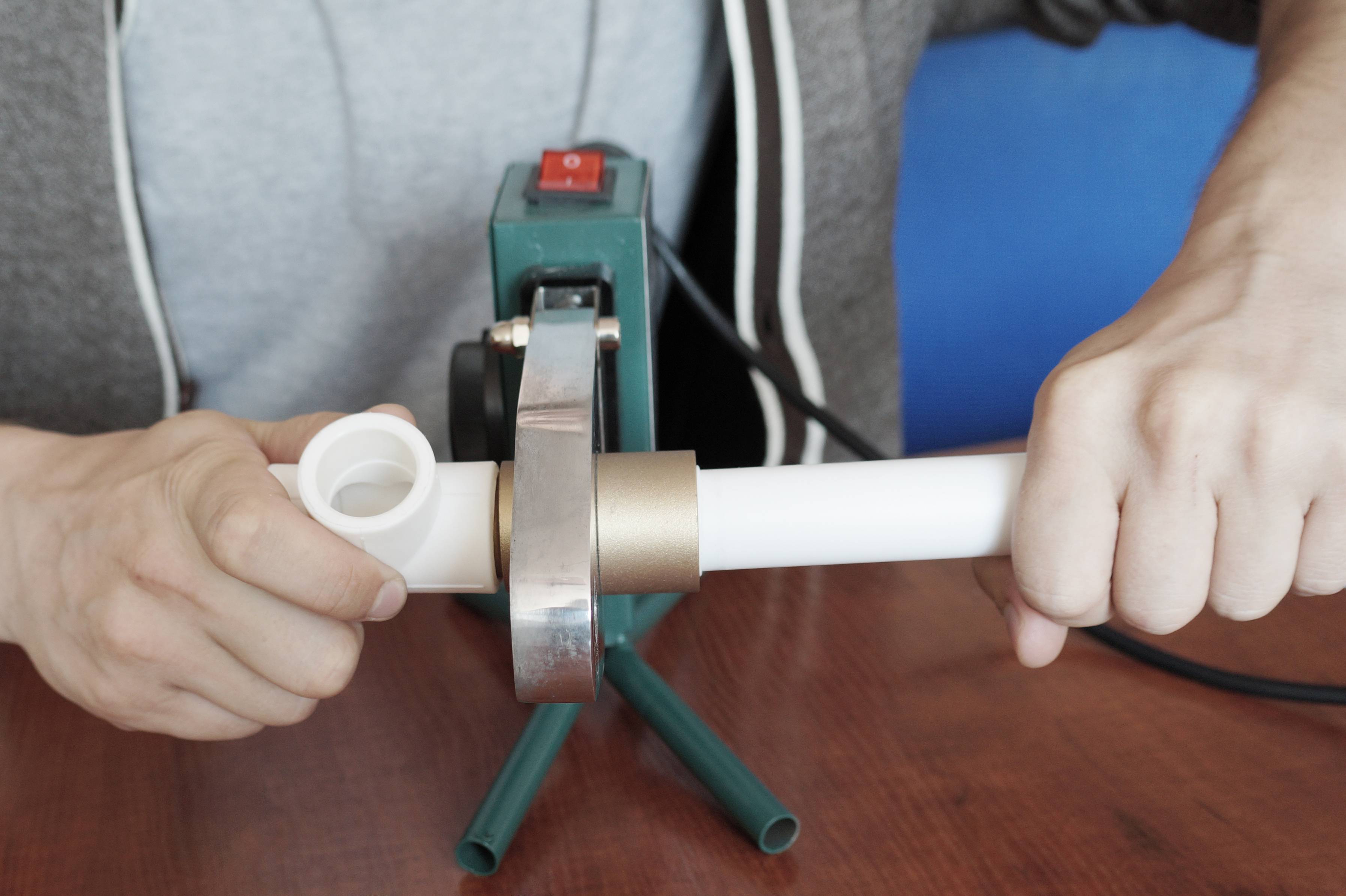
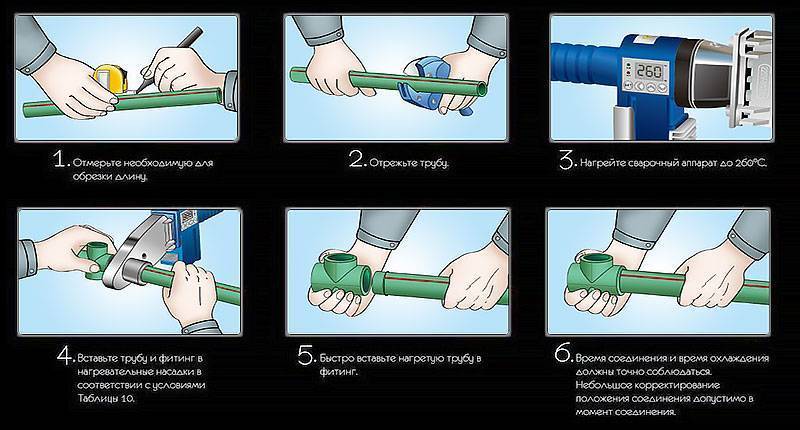
Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
|---|---|---|
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.
Разогретые на насадках детали нужно соединять быстро, с усилием, не допуская перекосов
Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:
- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.

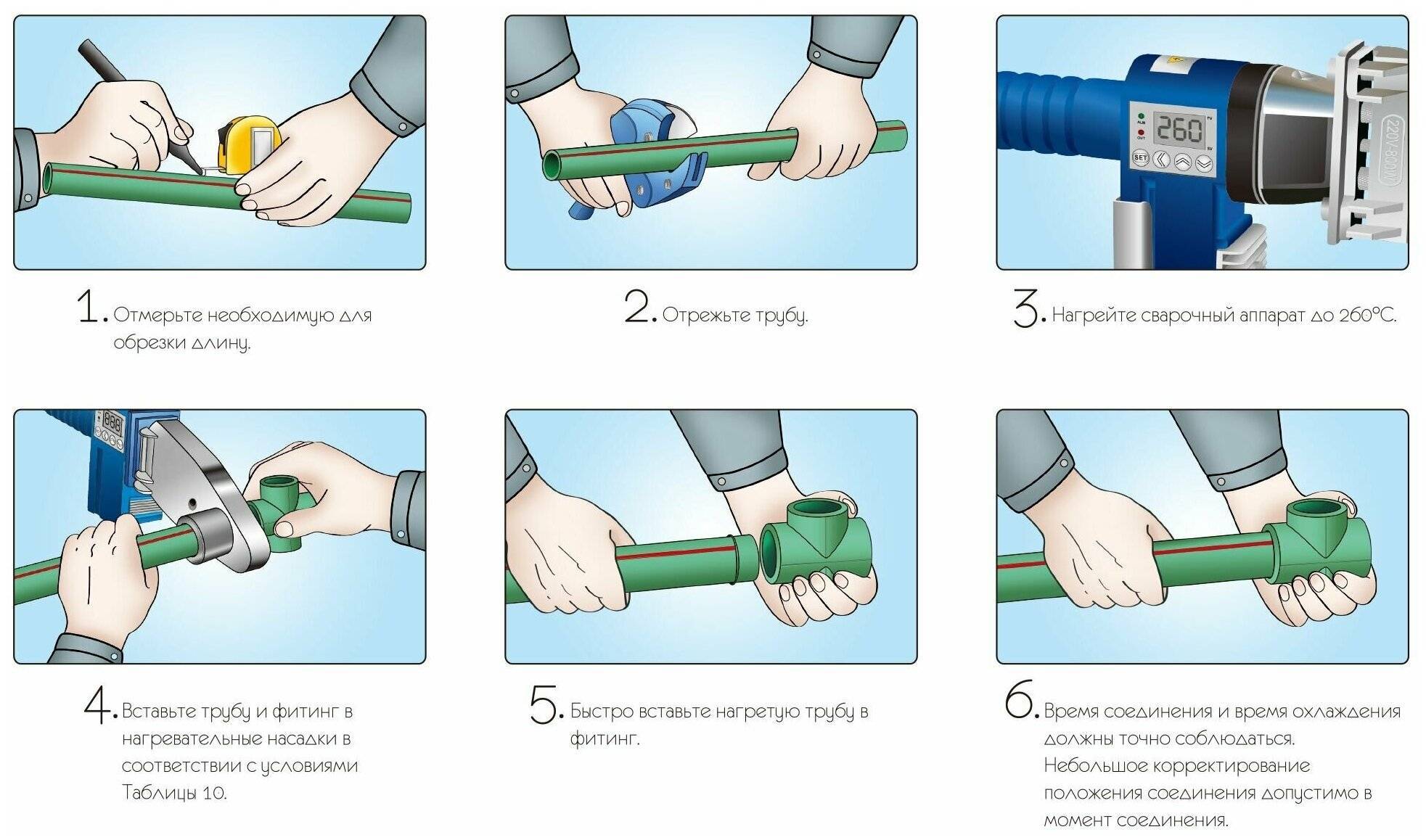








Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Цена монтажа полипропиленовых труб

Наверное, каждый человек, перед тем, как выполнить монтаж полипропиленового трубопровода, задумывается о цене вопроса.
Какой будет стоимость монтажа полипропиленовых труб своими руками? А сколько нужно будет заплатить за услуги мастеров в этом деле?
Для большего понимания рассмотрим один наглядный пример:
- средняя цена полипропиленовой трубы PN20 составляет 65–70 рублей за погонный метр;
- рыночная стоимость фитинговых комплектующих – 30–140 рублей.
Путем несложного математического расчета, можно составить смету расходов на закупку материалов для полипропиленового трубопровода.
А теперь посмотрим на стоимость монтажа труб от среднестатистической компании:
- Обрезка и зачистка торца трубы – 90 рублей.
- Пайка одной точки – 250 рублей.
- Прокладка полипропиленовой магистрали – 100 рублей за погонный метр.
Из указанных данных вывод напрашивается весьма логичный: чтобы удешевить расходы на монтаж полипропиленового трубопровода, стоит прислушаться к рекомендациям, изложенным в статье, и постараться выполнить все работы своими руками.
Таким образом, мы описали все важные аспекты, касающиеся монтажа коммуникационной магистрали из полипропиленовых труб.
Искренне надеемся, что информация, изложенная в статье, станет для Вас весьма полезным и практичным материалом.
А ниже Вы можете посмотреть несколько видео по данной теме: