Почему выбирают именно полипропилен?
Популярность полипропиленовых труб обусловлена наиболее оптимальным соотношением стоимость-качество.
Такая разновидность изделий избавлена от коррозийных процессов, потому срок службы их весьма продолжительный
И, что не менее важно, они легки в монтаже, а с последним справится любой домашний мастер самостоятельно
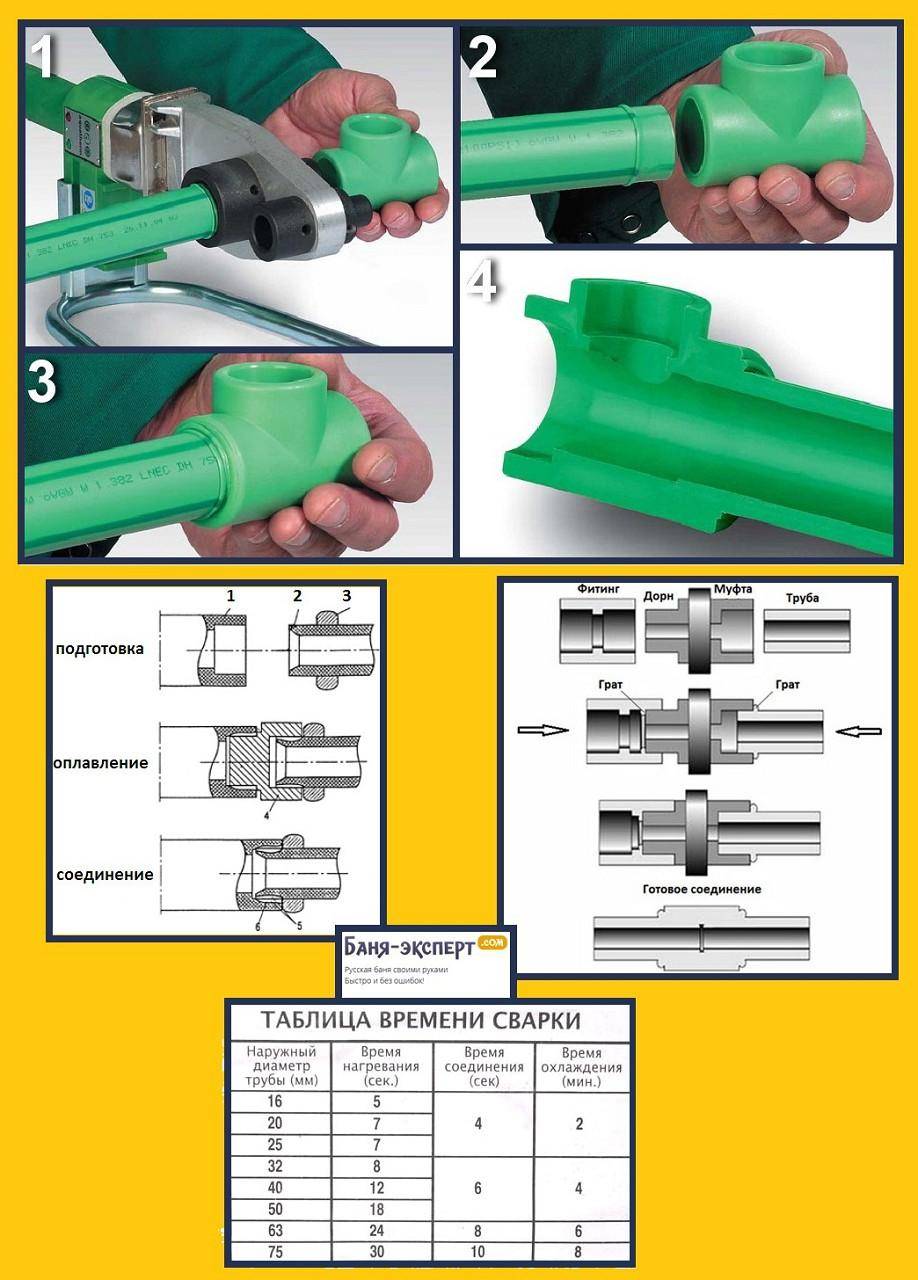
Схема пайки труб из полипропилена.
Перечислим области, где широко применяют трубы подобного рода:
- в строительстве водопровода для транспортировки холодной и горячей воды;
- в сооружении систем водоотведения и канализации;
- в возведении отопительных систем;
- в сборке газопроводов;
- там, где требуется подача самых разнообразных веществ на производствах, в число которых могут входить и агрессивные.
Для сборки трубопровода с долговечным периодом использования в большинстве случаев находит применение технология диффузной сварки полипропиленовых труб. Она считается надежным и быстрым способом трубного полипропилена.
Посредством какого оборудования выполняется сварка полипропиленовых труб?
Для самостоятельной сборки трубопровода или канализации из полипропиленовых изделий придется приобрести специализированное оборудование, а именно станок для сваривания труб, укомплектованный насадками необходимого размера.
Если работы планируется выполнить один раз, то можно не инвестировать в приобретение аппарата, а арендовать его на время. Есть такие монтажные организации, которые оказывают подобного рода услуги. На цену будет влиять мощность и оснащенность аппарата. Для ремонтных работ на трубопроводе в условиях дома необходимости выбирать с большой мощностью и дорогой ценой аппарат нет. Данная характеристика оказывает влияние на скорость нагрева труб, но на качество сварных соединений она повлиять не может.
Время сварки полипропиленовых труб.
Относительно оснащенности следует убедиться, что в комплект агрегата входят насадки, размер которых соответствует диаметру труб, приготовленных для сварки. Типичная комплектация предполагает присутствие насадок наиболее востребованной размерности. Для стыковки полипропиленовых труб большого диаметра с нужным размером насадки покупают отдельно.
Зачастую сварочный аппарат комплектуется труборезом. Данное приспособление предназначается для ровного нарезания изделий. Если труборез отсутствует в наборе, его докупают дополнительно.
Помимо сварочного аппарата, в работе нужны будут следующие приспособления:
- маркер и рулетка для проставления разметок;
- состав для обезжиривания поверхностей полипропилена (можно взять спирт);
- тряпка из натуральных тканей без ворса;
- торцеватель для выполнения кромок под углом (можно острый нож).
К чему могут привести ошибки при пайке
Наиболее распространенной ошибкой является случайное нарушение герметичности соединения
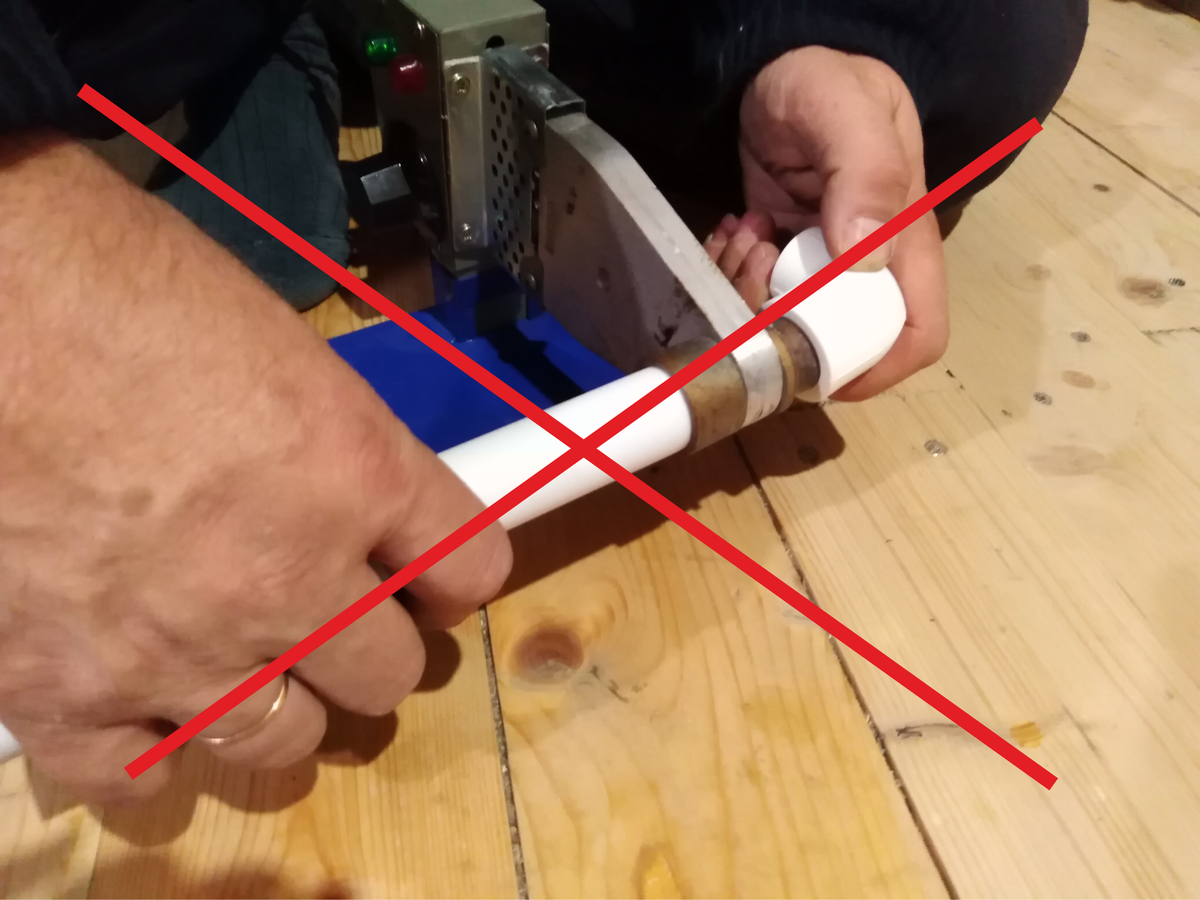
Важно после вставки трубы в фитинг не двигать ее. В противном случае возможна ситуация, когда полимер (ПВХ) сморщится и стык не будет герметичен
Это в будущем приведет к протеканию трубопровода.
Качество сварочного соединения будет нарушено в таких случаях:
- срез не был очищен от жира;
- угол среза не перпендикулярный;
- срез неплотно прилегает к фитингу;
- недостаточное снятие алюминиевого слоя;
- начало процедуры до полного прогревания инструмента.
Сварка ПВХ не является сложной процедурой, ее может провести даже человек без соответствующего опыта
Однако важно перед началом тщательно изучить технологию пайки и полностью следовать инструкции. Тогда сварочные соединения будут надежными, а использовать созданную систему водопровода, отопления или канализации с насосами из металлопластика можно будет годами
Методы соединения полипропиленовых труб
При монтаже и ремонте систем водоотведения, отопления, холодного и горячего водоснабжения из РР труб используют несколько различных методов соединения.
Клеевой
Клеевой способ применяется при монтаже низконапорных трубопроводов водоснабжения и канализации. На соединяемые детали наносится клеевой состав. После соединения и фиксации за счет специального компонента (отвердителя) или термического воздействия материал застывает, стык обретает герметичность.

Термоэлектрический
Сварка термоэлектрическим способом ограничена в применении из-за высокой стоимости электромуфт. Термоэлектрическая муфта представляет собой надеваемый на соединяемые концы труб полый цилиндр, оснащенный внутренними нагревательными элементами с обеих сторон.
На их клеммы с помощью электротрансформатора подается питание, вызывающее плавление соединяемых поверхностей и последующее их соединение при остывании.
Диффузный
Диффузионная пайка — самый распространенный метод сварки полипропиленовых трубопроводов. В основе используется сплав двух стыкуемых поверхностей с последующим плотным соединением, при этом молекулы РР деталей в процессе диффузии проникают друг в друга, образуя при остывании однородную структуру.
Для плавки стыкуемых элементов применяется специальный электрический паяльник с нагревательным элементом и сменными насадками.

Основными достоинствами диффузионной сварки являются:
- доступные цены на материалы и сварочное оборудование;
- простота в освоении технологии сварки;
- возможность быстрой сборки трубопроводов любой сложности;
- устройство надежных стыков своими силами без участия специалистов по сварке.
Достоинства полипропиленовых труб
Полипропиленовые трубы имеют неограниченное количество положительных моментов, по сравнению с другими видами материалов. Они не подвержены коррозии и появлению грибка. Имеют высокий срок эксплуатации. По этим причинам изделия из пластика имеют широкую сферу применения, как в промышленных, бытовых, так и ремонтных работах.
Для установки полипропиленовых труб требуется наличие специального паяльного аппарата. Любое соединение пластиковой трубы с элементами водопровода осуществляется посредством специальных соединительных деталей. Рассмотрим более подробно, как профессионально паять трубы из пластика.
Особенности технологического процесса сварки
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
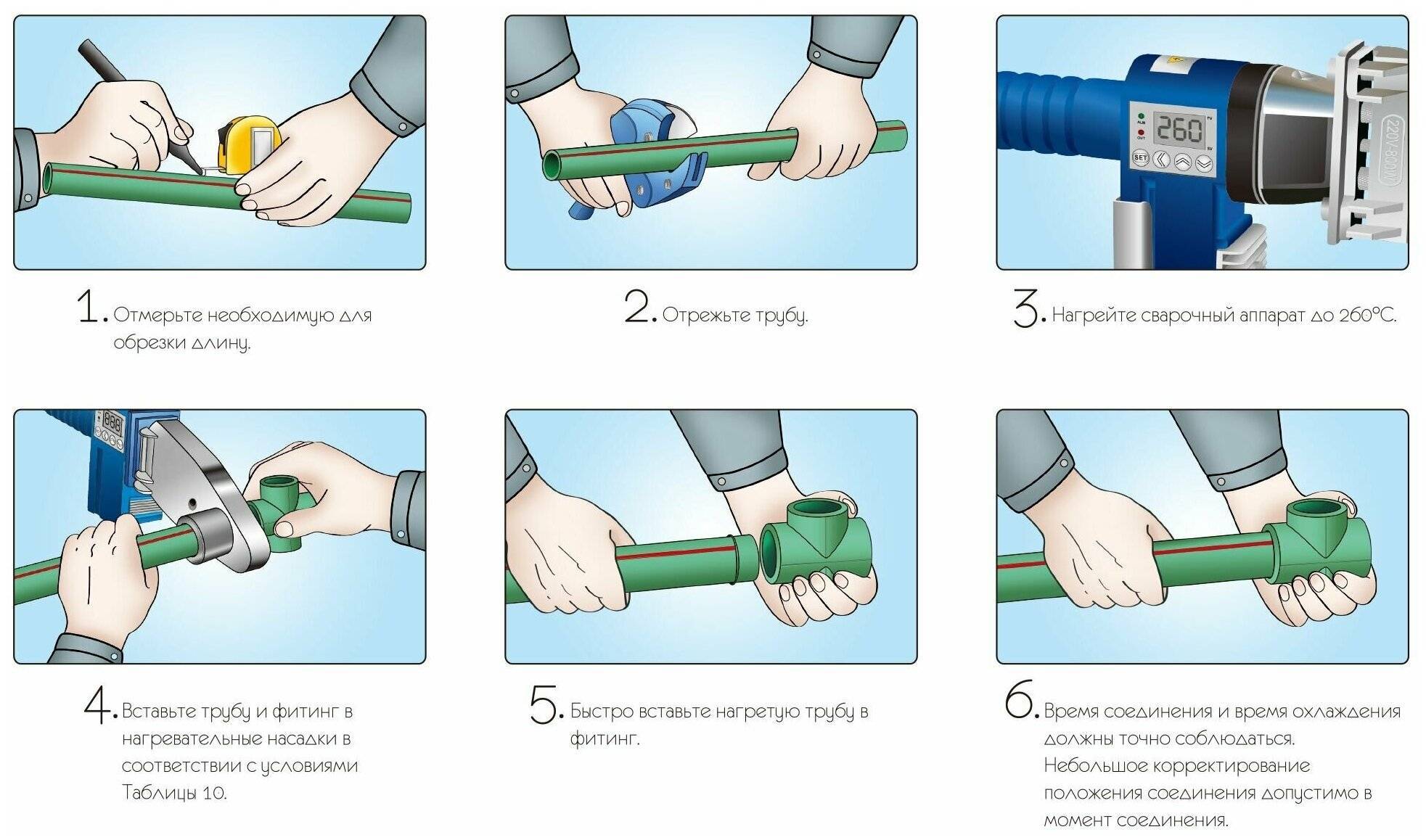
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы
Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
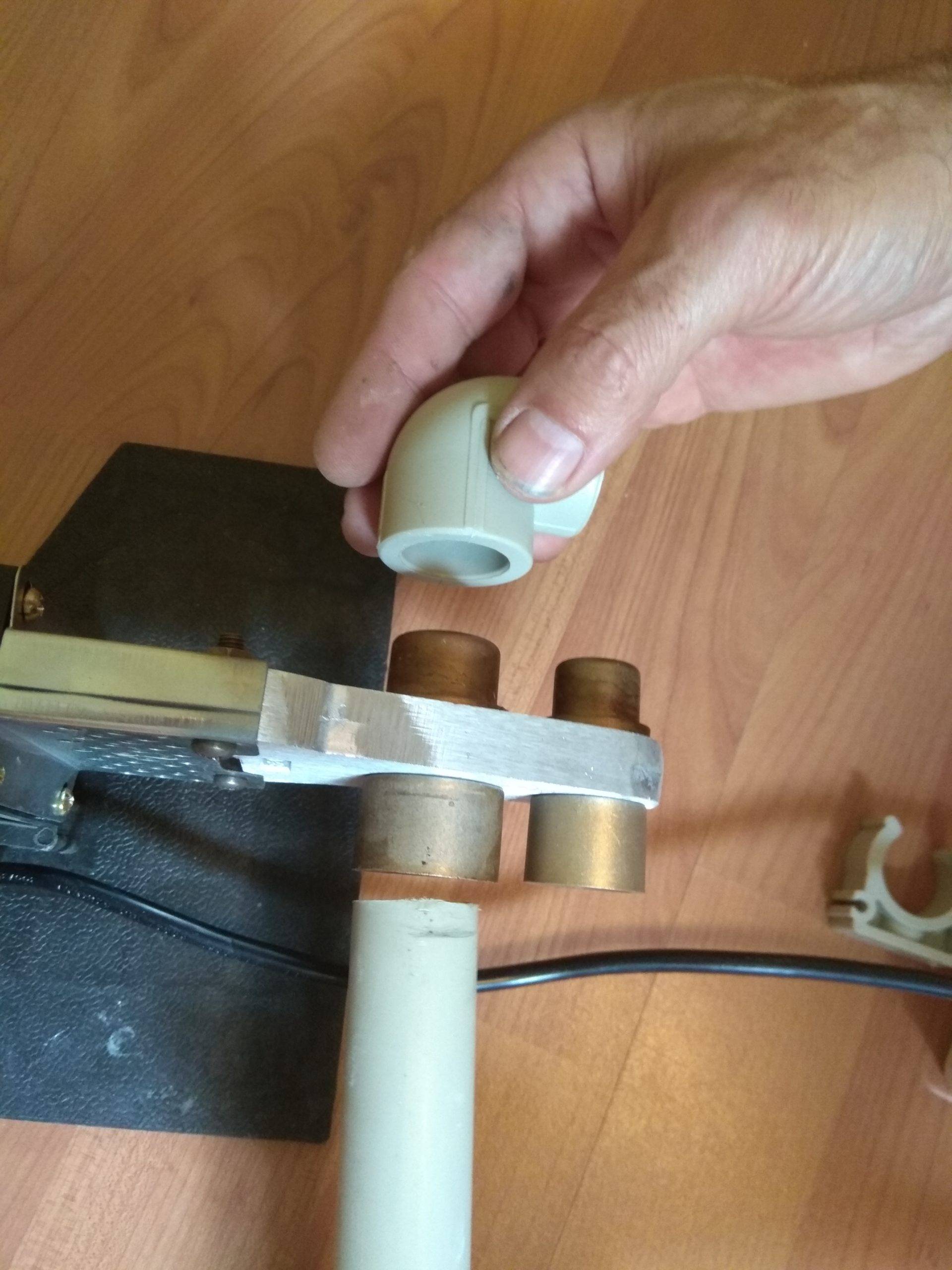
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
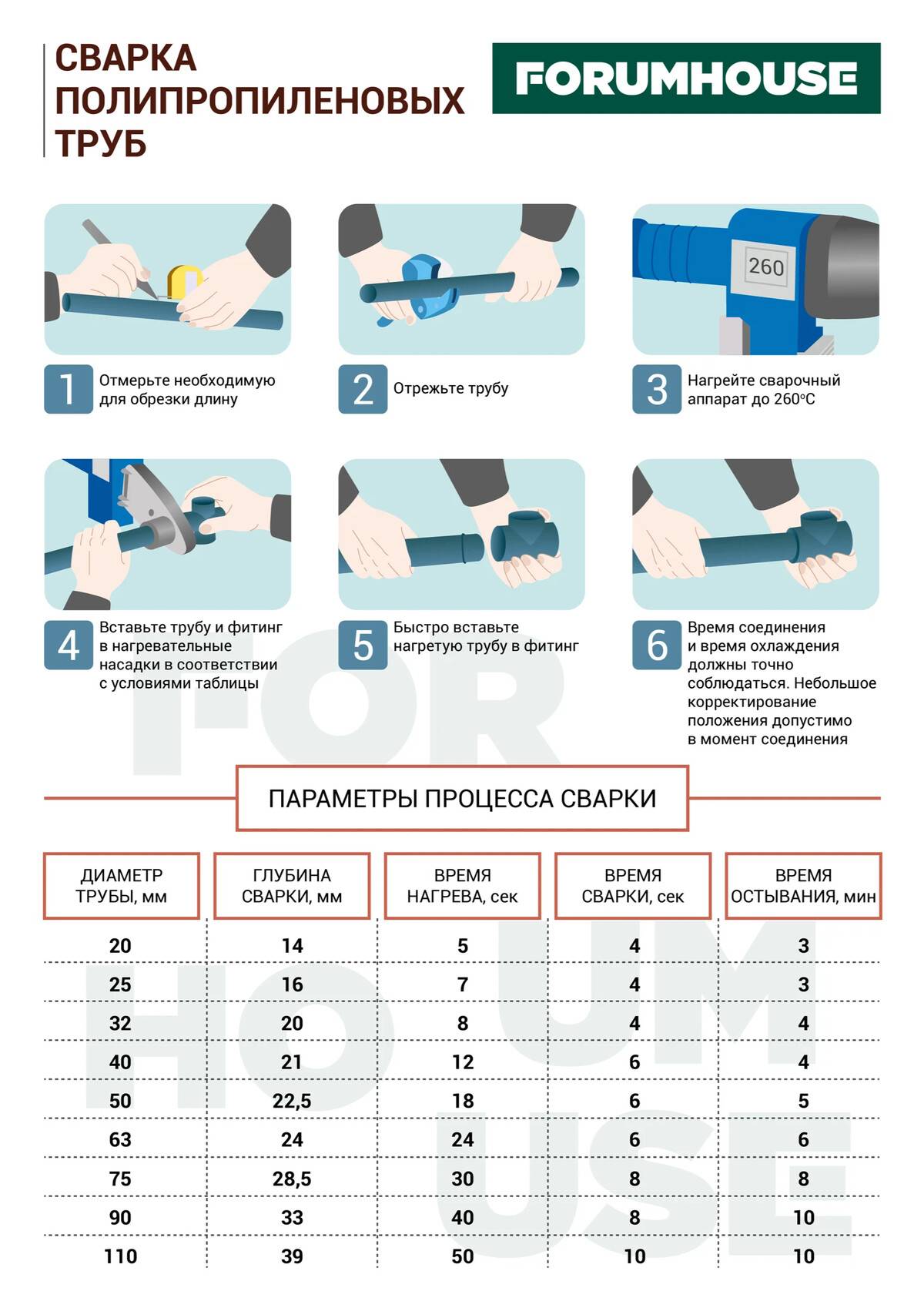
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь
Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр
Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
Пайка полипропиленовых труб
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.



![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://kalugakuhni.ru/wp-content/uploads/9/a/d/9ad186c576319f37c621293ce3f7cc39.jpeg)



При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
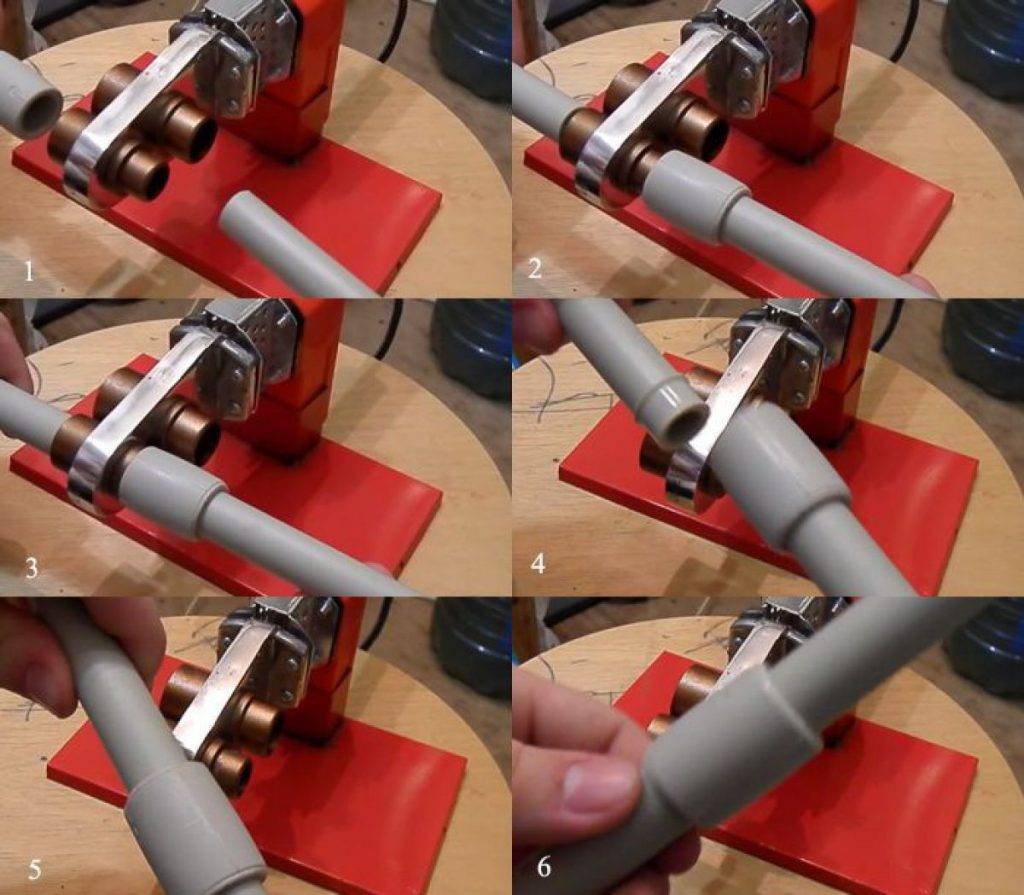
Процесс пайки ПП
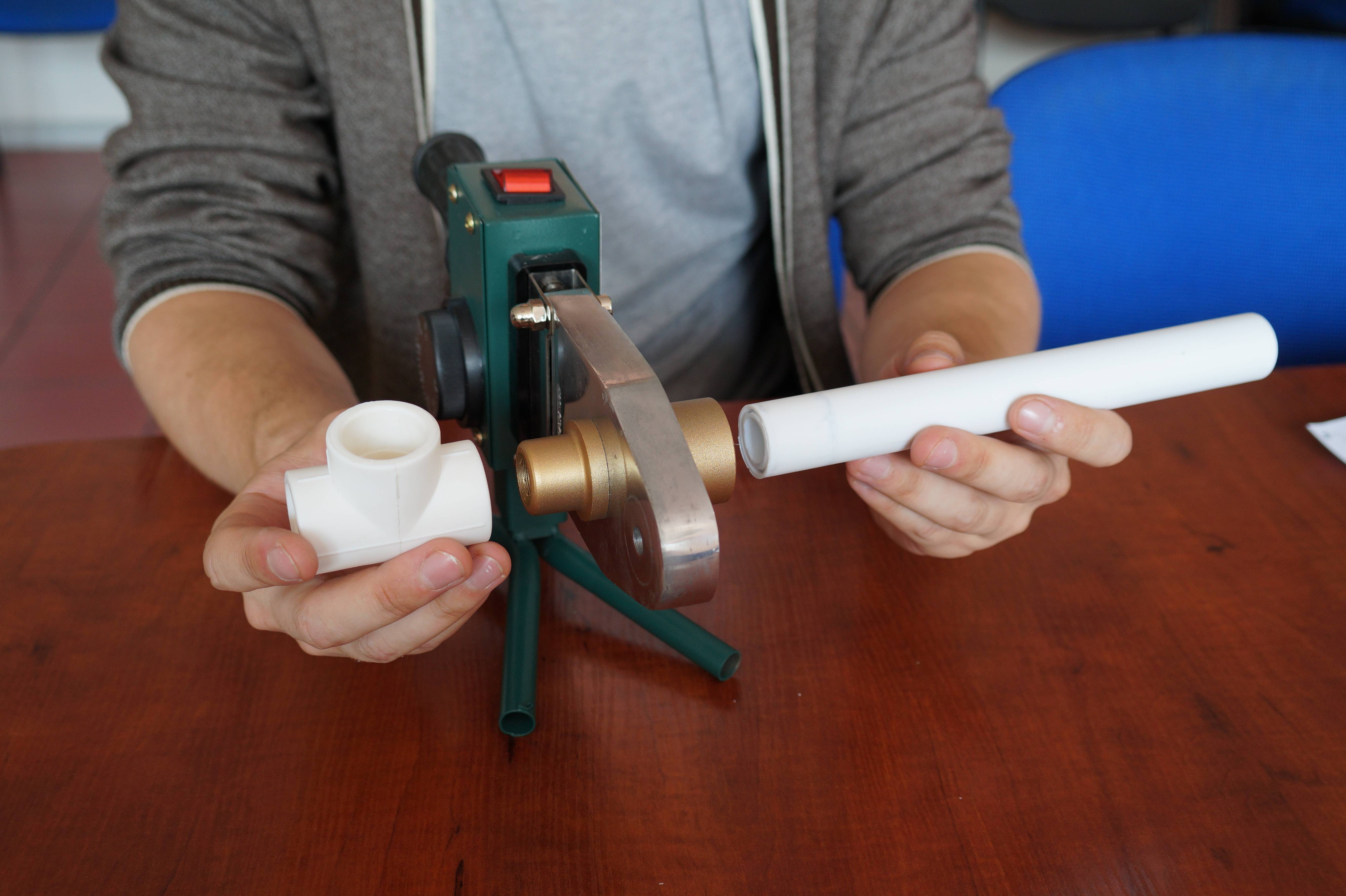
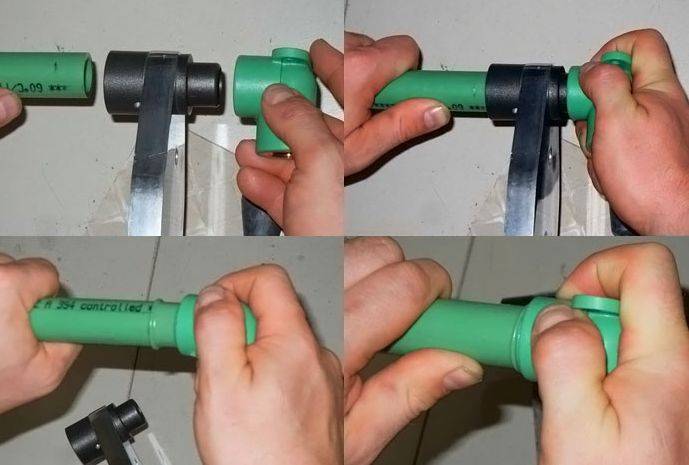
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Какие трубы подойдут именно вам?
Для того чтобы система отопления или водоснабжения из полипропиленовых труб была надежной долгое время, нужно правильно их выбрать.
- Для этого необходимо знать условия эксплуатации
- Нужную пропускную способность трубы или ее диаметр
- Рабочие условия эксплуатации
- Температуру жидкости и ее давление.
Зная такие параметры, нужно подбирать соответствующую марку труб:
- PPH – для холодно водоснабжения и вентиляции
- PPB – для отопления и горячего водоснабжения
- PPR – для отопления и систем холодного и горячего водоснабжения.
Последняя разновидность полипропиленовых труб универсальная. Высокие эксплуатационные характеристики позволяют применять для самого широкого использования.
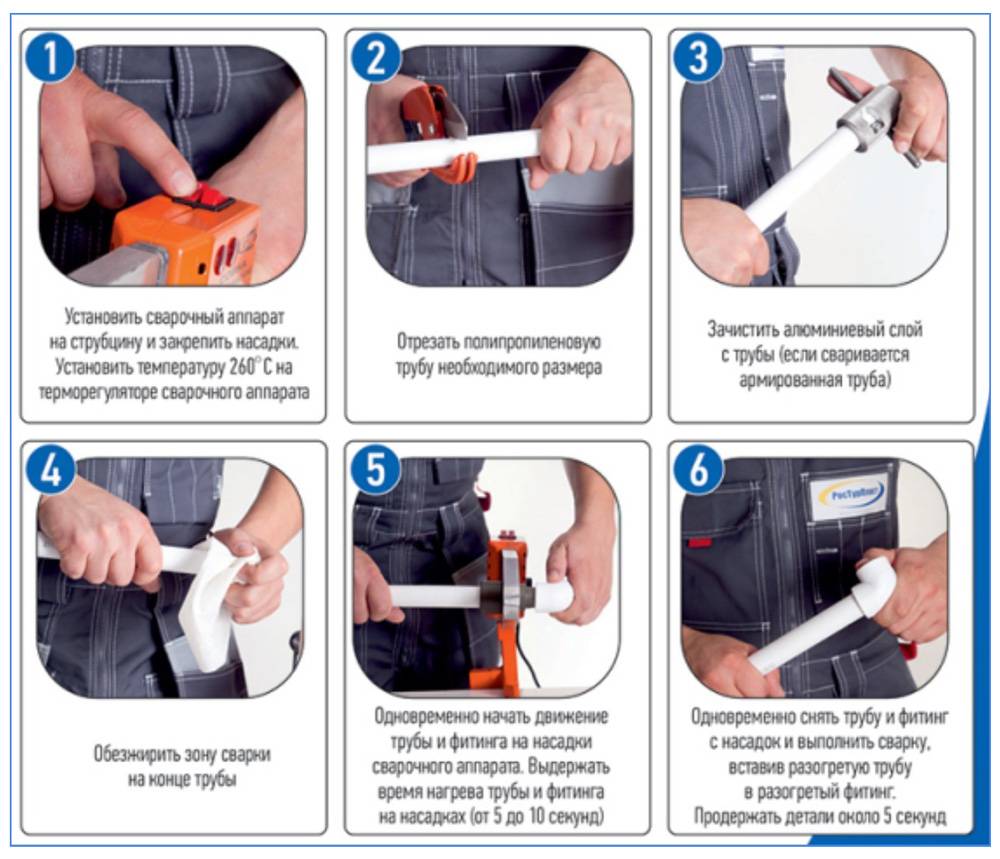
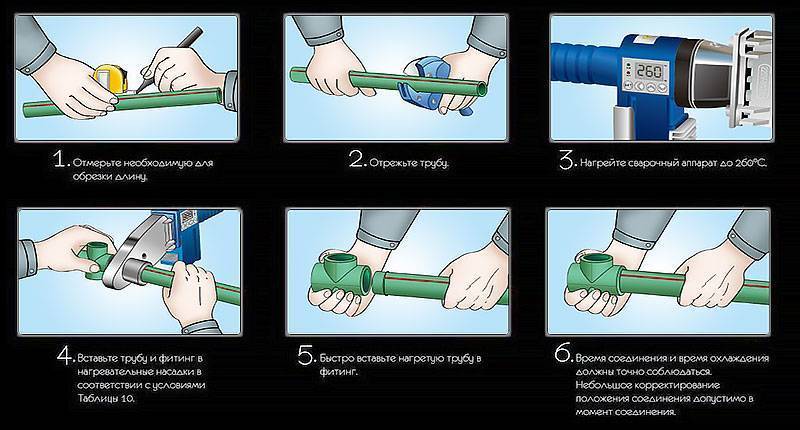
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.


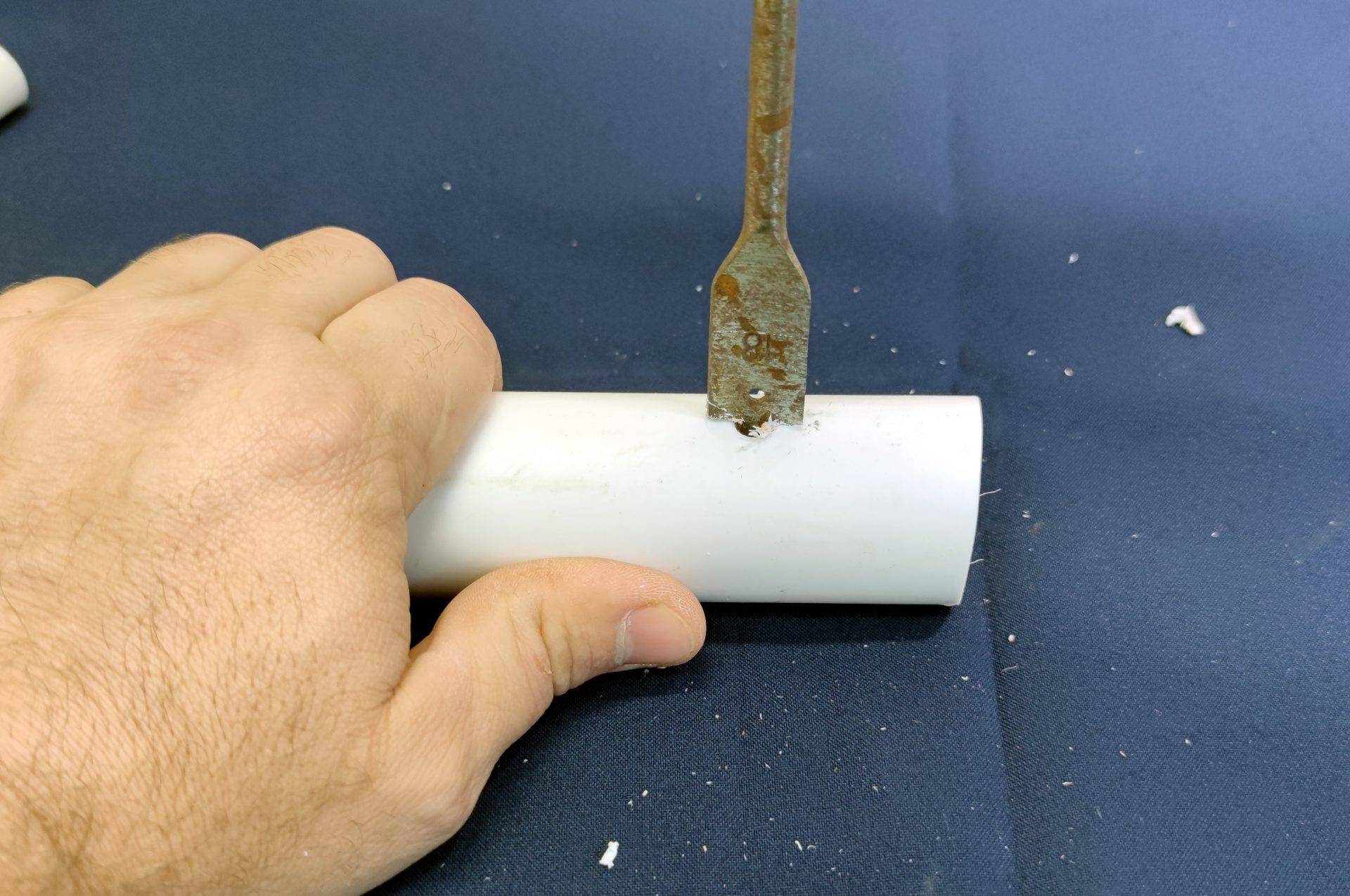

![[инструкция] пайка полипропиленовых труб | видео](https://kalugakuhni.ru/wp-content/uploads/4/d/7/4d71763b75f498baec3f6047b84fe2ff.jpeg)

С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов
Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально — соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Соблюдение геометрии соединений обеспечит не только визуально привлекательный вид трубопровода, но и герметичность соединений за счет расположения элементов друг относительно друга.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
Как сделать монтаж водяного теплого пола своими руками: пошагавшая инструкция монтажа на все виды покрытий (20+ Фото & Видео) +Отзывы
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
Подготавливается рабочее место, материалы и инструменты.
Паяльник устанавливается на штатив и оснащается насадками нужного размера.
Насадки обрабатываются обезжиривающим раствором.
Прибор подключается к сети, на индикаторе загорается красная лампочка.
На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе.
Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают.
На трубе делается отметка, соответствующая глубине посадки для данного диаметра.
Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника.
Детали нагреваются в течение положенного времени.
Осторожно, без вращения снимаются с насадок.
Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки.
Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Что такое фитинги и что к ним относится
Также для пайки потребуются фитинги – специальные приспособления для трубного соединения. По назначению они делятся на такие категории:
- продлевающие;
- разветвительные;
- соединяющие разные по диаметру конструкции;
- присоединяющие краны под воду;
- под установку счетчиков;
- для поворотов;
- для заглушек.
К фитингам относятся такие приспособления:
- муфты – средство, соединяющее две конструкции в виде цилиндра с внутренним диаметром, который одинаковый с наружным;
- переходники – средства для соединения двух труб с разным диаметров в виде цилиндра, оснащенного разным диаметром на концах;
- уголки – применяются для поворотов конструкции. Полипропиленовые конструкции имеют свойство гнуться, благодаря чему их можно повернуть под углом. Чтобы такие повороты не испортили внешний вид коммуникаций, применяется данное приспособление, которое может повернуть трубу от 15 и до 165 градусов. Наиболее распространенные модели – это уголки на 45 и на 90 градусов. Есть экземпляры без резьбы под две конструкции, а есть с резьбой для подключения к металлическим конструкциям или шлангу;
- крестовины и тройники – приспособления под разветвление конструкций. Благодаря им можно совмещать разветвление пластиковых труб и металлических;
- обводы – конструкции разных видов применяются для соединения, которые располагаются вдоль маленького препятствия, иногда оснащаются муфтами на концах;
- прочие виды фитингов.
Сварка трубы PP ( полипропилен )
Классическая сварка полипропиленовых трубопроводов не имеет особой сложности. Труба и фитинг надеваются на тефлоновые насадки установленные на сварочном аппарате. Далее начинается отсчёт времени нагрева деталей. После нагретый стык трубы засовывается в деталь и фиксируется в правильном положении. Нужно помнить что в процессе сваривания полипропилена есть определённый момент времени при котором детали можно выровнять в правильном положении. Обычно это значение не должно превышать 5 секунд.
Отдельный вид полипропиленовых труб имеет внешний алюминиевый слов. Перед началом сварки его в обязательном порядке снимают специальной фрезой.
При сварке полипропиленовой трубы PP могут быть и ошибки монтажников из-за не квалифицированности или некачественного материала. Например при несоблюдении времени нагрева свариваемый стык может расплавиться и сузить проходное отверстие. Если труба тонкостенная, то она также имеет свойство сужать внутренний проходной диаметр в следствии повышенной пластичности после нагрева.
Время нагрева трубы из полипропилена PP для сварки
- PP
- PP-R
- PP-RCT
- PP-RCT FIBER
- PP-RCT STABI
В таблице применены средние значения в секундах для правильного нагрева и сварки трубы PP ( полипропилен ) разного диаметра с постоянной характеристикой PN 25 или SDR 6 ( смотреть маркировку на трубопроводе ).
Теория пластиковой сварки
В принципе, при сварке PPR пластмасс комбинация пластифицированных слоёв изделия по соединению происходит путём приложения давления для формирования соединения материала. Процессы, происходящие во время пайки:
- адсорбция;
- диффузия;
- вязкоупругость и ползучесть.
Основные факторы, влияющие на паяние:
- температура сварки;
- сила сварки;
- время сварки.
Все три размера характерны для любого свариваемого термопластика и должны находиться в строго определённых допускаемых диапазонах. Даже если только один из этих трёх факторов выйдет за пределы этих допусков, качество сварного шва не может быть гарантировано.
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
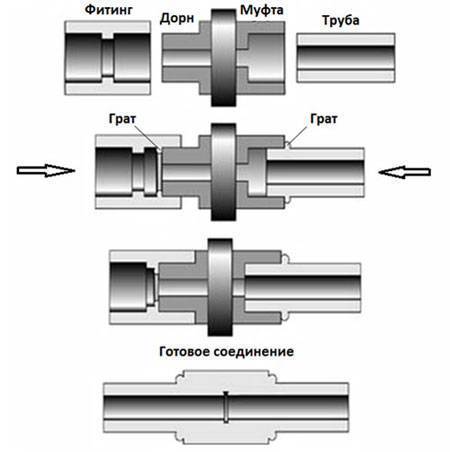
Сварка полипропиленовых труб враструб
Основным способом монтажа пластика, когда нужно соединить небольшие цилиндрические изделия разного сечения, считается применение раструба. При сварке конструкции из ПП обязательно используются дополнительные детали:
- углы;
- тройники;
- отводы.
Все они изготавливаются из того же материала, из которого были сделаны трубы. Применение дополнительных элементов для создания качественного соединения не считается минусом этого метода. Рассматриваемые детали, кроме соединяющей функции, помогают изменить направление трубопроводной магистрали.
Данный процесс состоит из нескольких операций:
- оплавляются сопрягаемые поверхности: наружная стенка цилиндрического изделия с внутренней частью фитинга;
- применяются специальные нагревательные детали;
- происходит охлаждение элементов в собранном виде.
По мнению профессионалов, соединение враструб считается намного надежнее, чем стыковая сварка. Благодаря тому что при совмещении труба с усилием входит в фитинг, создается высокая прочность. В этом случае для проведения центровки не требуется использования специального инструмента. Совместить цилиндрические конструкции подобным образом сможет даже новичок.
4 Техника соединения

Перед началом работ следует провести ряд подготовительных операций. Это относится как к соединяемым деталям, так и паяльному устройству. Принцип сварки основан на расплавлении двух частей с последующей их физической стыковкой друг с другом до момента кристаллизации. Чтобы сварочный шов получался надёжным, одна из свариваемых частей вставляется в другую на глубину от 13 до 32 миллиметров, в зависимости от диаметра деталей. Сварка двух труб происходит через фитинг. Они бывают разного вида и размеров. Каждый фитинг рассчитан на определённый диаметр трубы, поэтому при пайке следует быть внимательным.
В случае использования армированной трубы с алюминиевой фольгой вставляемый конец в насадку должен быть зачищен от её слоя. Зачистка происходит механическим путём с использованием специального инструмента. Но так как это приспособление довольно дорогое, часто используют ножовочное полотно. Им пропиливают трубу по кругу на глубину расположения армирующего слоя, а после срезают его ножом. Такой подход требует сноровки и опыта.
Детали перед сваркой следует обрезать до необходимой длины, очистить от грязи и обезжирить. Для этого разрешается использовать изопропиловый, изобутиловый или этиловый спирт. Применение ацетона, уайт-спирита, бензина или водки не допускается из-за рыхления полипропилена после их воздействия.
Втулки перед работой также должны быть очищены с помощью ветоши
Следует уделить внимание целостности тефлонового слоя, использовать насадки с повреждённым покрытием нельзя. Поэтому чистить металлическими предметами или абразивами запрещено. В случае же сильного пригара используются деревянные скребки
Для удобства чистки насадки рекомендуется предварительно немного нагреть с помощью паяльника
В случае же сильного пригара используются деревянные скребки. Для удобства чистки насадки рекомендуется предварительно немного нагреть с помощью паяльника.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.






Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Мне нравитсяНе нравится
Процедура сварки
Инструкция по сварке полипропиленовых труб такова. Перед этапом сварки составляют подробную схему готового трубопровода с указанием размерности труб, количества и местонахождения монтажа фитингов.
Подготовительный этап
Технология пайки полипропиленовых труб.
К сварочному аппарату подсоединяют насадки требуемых размеров.
При использовании нового трубореза проводят его испытания на лишнем куске трубы. Места срезов должна характеризовать ровность и гладкость.
Для эффективного сваривания полипропилена агрегату дают время разогреться до момента расплавления. Температура полипропиленовой поверхности для сваривания должна достигнуть 260º. Аппараты для сварки, как правило, оборудуют регулятором температур и устройством сигналов, которое извещает о том, что агрегат нагрет до требуемой температуры.
Перед сваркой проверяют, нужного ли размера надеты на аппарате насадки и обезжирены ли срезы деталей. Обрабатывать спиртом рекомендуют и насадки, это позволит исключить прилипание к ним пластмассовых частиц.
Трубы заблаговременно нарезают на необходимой длины составляющие. Срезают кромку трубы, выдерживая угол в 45º.
Сваривая трубы большого диаметра, убеждаются, что сечение у них идеально округлое, а не деформировано в овал.
После вставки трубы в фитинг замеряют глубину входа, отмечая маркером данную величину. Деталь не должна быть заведена впритык, должен образоваться зазор шириной приблизительно 1 мм.
Когда при разрезании изделий применяют не труборез, а обычную ножовку по металлу, после нарезания элементов осуществляют добавочную обработку срезов, устраняя неровности и заусеницы.
Непосредственно сварка
Перед началом процедуры еще раз обезжиривают концы заготовок и фитингов.
На насадку агрегата, подогретого до рабочей температуры, первым делом надевают фитинг (толщина у стенок чуть больше), а потом полипропиленовую заготовку.
Аппарат для пайки полипропилена.
Затем делают паузу на прогрев всех деталей. В период нагрева все детали должны находиться в фиксированном положении, иначе они деформируются.
По прилагаемой к агрегату таблице высчитывают время на сварку изделий, поскольку на него влияет еще диаметр заготовок.
Нагретые элементы убирают с насадок и выверенным движением стыкуют, при этом их не проворачивают по оси. Трубу вставляют в фитинг до отметки, проставленной ранее.
Элементы держат в необходимом положении в течение одной минуты. Пластик остывает.
Как подготовить трубы
Режем трубу под 90 градусов
Замерив, нужный участок трубы, делается отметка маркером. Затем, труборезом или ножницами, которые следует располагать строго перпендикулярно к отрезаемой трубе, отрезается нужная часть изделия.
Зачищаем края трубы
Так как в армированной трубе присутствует алюминиевый слой, то необходимо избавиться от него. Дело в том, что со временем алюминиевая фольга станет разрушаться от соприкосновения с водой. Для этого, с помощью устройства для зачистки удалить верхний и фольгированный слои.
У элементов без армирующего алюминиевого слоя, отмечают глубину сварки на конце трубы, в зависимости от длины муфт.
Затем следует обезжирить места сварки с помощью спиртосодержащих жидкостей. Это сделает соединение более надежным и долговечным.
При этом следует внимательно осмотреть поверхность свариваемых труб. Любая, мельчайшая частица, которая попадет в шов, способна испортить не только этот стык, но и всю систему.